Product Description
CHINAMFG Reliable Quality Affordable Price
SY-G076-5 Hospital Professional automatic Medical Electric Syringe Pump for animals use
Products Description
|
Specification |
|
|
|
|||
|
Infusion Mode |
Volume ModeTime ModeDrug ModeBolus Mode |
Time |
1min ~~99h59min |
|||
|
Rate Unit |
ml/hvolume/timed/min |
Keypad |
Numeric Keypaduser friendly |
|||
|
IV Sets |
Standard single use IV sets ( 10152060d/mL, with diameter 3.4 – |
BOLUS |
Bolus function available,flow rate adjustable |
|||
|
Flow Rate |
1.0ml/h~1200ml/h;1.0d/min~~400d/min |
Night Mode |
Night Mode, No operation for 5mins, LCD brightness lower automatically. |
|||
|
Increment |
1.0-99.9ml/h with 0.1ml/h; 00-1200ml/h with 1ml/h |
Occlusion |
Occlusion pressure detection , 40~ 130KPa ,~9 levels adjustabledynamic pressure value display. |
|||
|
Deviation |
Flow Rate: ≤5% (after calibration) |
Air bubble Detection |
Ultrasonic detection,>50uL,Single bubble volume: 50 -300ul0~9 levels adjustable. |
|||
|
KVo |
0.Iml/h~5.0ml/hadjustable |
Screen |
3.2 brightness LCD AC: 100V~240V,50Hz/60Hz 25VA |
|||
|
VTBI |
0.1~9999.9 ml |
Supply Battery |
Rechargeable Lithium battery: DC11.V, 2200mAh;operating time: > 8 hours@25ml/hdisplaying remaining battery |
|||
|
Total Volume |
0~9999.9ml |
Purge Rate |
600ml/hdisplaying purge volume |
|||
Details Images
Packing&Delivery
Product to be used together
FAQ
1. How to buy?
A. Contact our sale directly!
B. Place the order online.
2. How to pay?
A. Trade assurance
B. Credit Card
C. Paypal in Alibaba
D.T/T(Bank Transfer)
E. Western union
F. L/C
Return policy
3. How long to wait for the order?
A. Ready stock within 24 hours
B. OEM need 2-7 working days
C. Safety delivery:special one-to-1 inspection service before arranging the delivery
4. How to use our product?
A. Video tutorial: including installation, operation, repairing and maintenance
B. Real Time Online Video Call at your convenience: Pre-sales and after-sales online video training
5. Warranty and after-sales service
A.12-60 months
B. After-sales service: Reply within 8 hours
Why Choose Us
We are based in ZheJiang , China, starting from 2014. Products are sold to South America, Southeast Asia, North America, and Africa, ect. .
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | Syringe |
|---|---|
| Syringe: | Disposable Sterile Syringe |
| Blood Sampling Needle: | Disposable Vacuum Blood Sampling |
| Breathing Pattern: | Auto-Control |
| Animal Anesthesia Machine Control Method: | Pneumatic |
| Rate Unit: | Ml/H,Volume/Time,D/Min |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used for Vacuum Packaging?
Yes, vacuum pumps can be used for vacuum packaging. Here’s a detailed explanation:
Vacuum packaging is a method used to remove air from a package or container, creating a vacuum environment. This process helps to extend the shelf life of perishable products, prevent spoilage, and maintain product freshness. Vacuum pumps play a crucial role in achieving the desired vacuum level for effective packaging.
When it comes to vacuum packaging, there are primarily two types of vacuum pumps commonly used:
1. Single-Stage Vacuum Pumps: Single-stage vacuum pumps are commonly used for vacuum packaging applications. These pumps use a single rotating vane or piston to create a vacuum. They can achieve moderate vacuum levels suitable for most packaging requirements. Single-stage pumps are relatively simple in design, compact, and cost-effective.
2. Rotary Vane Vacuum Pumps: Rotary vane vacuum pumps are another popular choice for vacuum packaging. These pumps utilize multiple vanes mounted on a rotor to create a vacuum. They offer higher vacuum levels compared to single-stage pumps, making them suitable for applications that require deeper levels of vacuum. Rotary vane pumps are known for their reliability, consistent performance, and durability.
When using vacuum pumps for vacuum packaging, the following steps are typically involved:
1. Preparation: Ensure that the packaging material, such as vacuum bags or containers, is suitable for vacuum packaging and can withstand the vacuum pressure without leakage. Place the product to be packaged inside the appropriate packaging material.
2. Sealing: Properly seal the packaging material, either by heat sealing or using specialized vacuum sealing equipment. This ensures an airtight enclosure for the product.
3. Vacuum Pump Operation: Connect the vacuum pump to the packaging equipment or directly to the packaging material. Start the vacuum pump to initiate the vacuuming process. The pump will remove the air from the packaging, creating a vacuum environment.
4. Vacuum Level Control: Monitor the vacuum level during the packaging process using pressure gauges or vacuum sensors. Depending on the specific packaging requirements, adjust the vacuum level accordingly. The goal is to achieve the desired vacuum level suitable for the product being packaged.
5. Sealing and Closure: Once the desired vacuum level is reached, seal the packaging material completely to maintain the vacuum environment. This can be done by heat sealing the packaging material or using specialized sealing mechanisms designed for vacuum packaging.
6. Product Labeling and Storage: After sealing, label the packaged product as necessary and store it appropriately, considering factors such as temperature, humidity, and light exposure, to maximize product shelf life.
It’s important to note that the specific vacuum level required for vacuum packaging may vary depending on the product being packaged. Some products may require a partial vacuum, while others may require a more stringent vacuum level. The choice of vacuum pump and the control mechanisms employed will depend on the specific vacuum packaging requirements.
Vacuum pumps are widely used in various industries for vacuum packaging applications, including food and beverage, pharmaceuticals, electronics, and more. They provide an efficient and reliable means of creating a vacuum environment, helping to preserve product quality and extend shelf life.

What Is the Role of Vacuum Pumps in Pharmaceutical Manufacturing?
Vacuum pumps play a crucial role in various aspects of pharmaceutical manufacturing. Here’s a detailed explanation:
Vacuum pumps are extensively used in pharmaceutical manufacturing processes to support a range of critical operations. Some of the key roles of vacuum pumps in pharmaceutical manufacturing include:
1. Drying and Evaporation: Vacuum pumps are employed in drying and evaporation processes within the pharmaceutical industry. They facilitate the removal of moisture or solvents from pharmaceutical products or intermediates. Vacuum drying chambers or evaporators utilize vacuum pumps to create low-pressure conditions, which lower the boiling points of liquids, allowing them to evaporate at lower temperatures. By applying vacuum, moisture or solvents can be efficiently removed from substances such as active pharmaceutical ingredients (APIs), granules, powders, or coatings, ensuring the desired product quality and stability.
2. Filtration and Filtrate Recovery: Vacuum pumps are used in filtration processes for the separation of solid-liquid mixtures. Vacuum filtration systems typically employ a filter medium, such as filter paper or membranes, to retain solids while allowing the liquid portion to pass through. By applying vacuum to the filtration apparatus, the liquid is drawn through the filter medium, leaving behind the solids. Vacuum pumps facilitate efficient filtration, speeding up the process and improving product quality. Additionally, vacuum pumps can aid in filtrate recovery by collecting and transferring the filtrate for further processing or reuse.
3. Distillation and Purification: Vacuum pumps are essential in distillation and purification processes within the pharmaceutical industry. Distillation involves the separation of liquid mixtures based on their different boiling points. By creating a vacuum environment, vacuum pumps lower the boiling points of the components, allowing them to vaporize and separate more easily. This enables efficient separation and purification of pharmaceutical compounds, including the removal of impurities or the isolation of specific components. Vacuum pumps are utilized in various distillation setups, such as rotary evaporators or thin film evaporators, to achieve precise control over the distillation conditions.
4. Freeze Drying (Lyophilization): Vacuum pumps are integral to the freeze drying process, also known as lyophilization. Lyophilization is a dehydration technique that involves the removal of water or solvents from pharmaceutical products while preserving their structure and integrity. Vacuum pumps create a low-pressure environment in freeze drying chambers, allowing the frozen product to undergo sublimation. During sublimation, the frozen water or solvent directly transitions from the solid phase to the vapor phase, bypassing the liquid phase. Vacuum pumps facilitate efficient and controlled sublimation, leading to the production of stable, shelf-stable pharmaceutical products with extended shelf life.
5. Tablet and Capsule Manufacturing: Vacuum pumps are utilized in tablet and capsule manufacturing processes. They are involved in the creation of vacuum within tablet presses or capsule filling machines. By applying vacuum, the air is removed from the die cavity or capsule cavity, allowing for the precise filling of powders or granules. Vacuum pumps contribute to the production of uniform and well-formed tablets or capsules by ensuring accurate dosing and minimizing air entrapment, which can affect the final product quality.
6. Sterilization and Decontamination: Vacuum pumps are employed in sterilization and decontamination processes within the pharmaceutical industry. Autoclaves and sterilizers utilize vacuum pumps to create a vacuum environment before introducing steam or chemical sterilants. By removing air or gases from the chamber, vacuum pumps assist in achieving effective sterilization or decontamination by enhancing the penetration and distribution of sterilants. Vacuum pumps also aid in the removal of sterilants and residues after the sterilization process is complete.
It’s important to note that different types of vacuum pumps, such as rotary vane pumps, dry screw pumps, or liquid ring pumps, may be utilized in pharmaceutical manufacturing depending on the specific requirements of the process and the compatibility with pharmaceutical products.
In summary, vacuum pumps play a vital role in various stages of pharmaceutical manufacturing, including drying and evaporation, filtration and filtrate recovery, distillation and purification, freeze drying (lyophilization), tablet and capsule manufacturing, as well as sterilization and decontamination. By enabling efficient and controlled processes, vacuum pumps contribute to the production of high-quality pharmaceutical products, ensuring the desired characteristics, stability, and safety.

What Is the Purpose of a Vacuum Pump in an HVAC System?
In an HVAC (Heating, Ventilation, and Air Conditioning) system, a vacuum pump serves a crucial purpose. Here’s a detailed explanation:
The purpose of a vacuum pump in an HVAC system is to remove air and moisture from the refrigerant lines and the system itself. HVAC systems, particularly those that rely on refrigeration, operate under specific pressure and temperature conditions to facilitate the transfer of heat. To ensure optimal performance and efficiency, it is essential to evacuate any non-condensable gases, air, and moisture from the system.
Here are the key reasons why a vacuum pump is used in an HVAC system:
1. Removing Moisture: Moisture can be present within an HVAC system due to various factors, such as system installation, leaks, or improper maintenance. When moisture combines with the refrigerant, it can cause issues like ice formation, reduced system efficiency, and potential damage to system components. A vacuum pump helps remove moisture by creating a low-pressure environment, which causes the moisture to boil and turn into vapor, effectively evacuating it from the system.
2. Eliminating Air and Non-Condensable Gases: Air and non-condensable gases, such as nitrogen or oxygen, can enter an HVAC system during installation, repair, or through leaks. These gases can hinder the refrigeration process, affect heat transfer, and decrease system performance. By using a vacuum pump, technicians can evacuate the air and non-condensable gases, ensuring that the system operates with the designed refrigerant and pressure levels.
3. Preparing for Refrigerant Charging: Prior to charging the HVAC system with refrigerant, it is crucial to create a vacuum to remove any contaminants and ensure the system is clean and ready for optimal refrigerant circulation. By evacuating the system with a vacuum pump, technicians ensure that the refrigerant enters a clean and controlled environment, reducing the risk of system malfunctions and improving overall efficiency.
4. Leak Detection: Vacuum pumps are also used in HVAC systems for leak detection purposes. After evacuating the system, technicians can monitor the pressure to check if it holds steady. A significant drop in pressure indicates the presence of leaks, enabling technicians to identify and repair them before charging the system with refrigerant.
In summary, a vacuum pump plays a vital role in an HVAC system by removing moisture, eliminating air and non-condensable gases, preparing the system for refrigerant charging, and aiding in leak detection. These functions help ensure optimal system performance, energy efficiency, and longevity, while also reducing the risk of system malfunctions and damage.


editor by Dream 2024-05-16
China OEM Automatic Machines Piston Oil Less Vacuum Pump vacuum pump design
Product Description
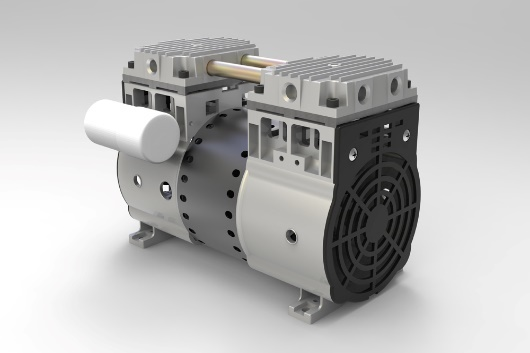
200L/Min Mini Low-Noise Portable Oilless Dermatology Eye Surgery Centrifuge filtering ventilators Oil Less Piston ovens Medical aspiration Dental Vacuum Pump
Advantages:
Oil-less Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
Main application fields:
machines for pressotherapy, machines for dermabrasion, inhalation thermal therapies, money counting machines, silk screen printing machines, automatic feeder machines for book-binding, wood presses, suction lifting machines, pollutant sampling and analysis.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

How Does Piston Displacement Affect the Pump’s Performance?
Piston displacement is a crucial factor that significantly affects the performance of a piston vacuum pump. Here’s a detailed explanation:
Piston displacement refers to the volume of gas or air that a piston vacuum pump can move during each stroke of the piston. It determines the pump’s capacity or flow rate, which is the amount of gas that the pump can evacuate per unit of time.
1. Flow Rate:
– The piston displacement directly influences the flow rate of the pump.
– A larger piston displacement corresponds to a higher flow rate, meaning the pump can evacuate a larger volume of gas per unit of time.
– Conversely, a smaller piston displacement results in a lower flow rate.
2. Pumping Speed:
– The pumping speed is a measure of how quickly a vacuum pump can remove gas molecules from a system.
– The piston displacement is directly related to the pumping speed of the pump.
– A larger piston displacement leads to a higher pumping speed, allowing for faster evacuation of the system.
– A smaller piston displacement results in a lower pumping speed, which may require more time to achieve the desired vacuum level.
3. Vacuum Level:
– The piston displacement indirectly affects the achievable vacuum level of the pump.
– A larger piston displacement can help reach lower pressures and achieve a deeper vacuum.
– However, it’s important to note that achieving a deep vacuum also depends on other factors such as the design of the pump, the quality of the seals, and the operating conditions.
4. Power Consumption:
– The piston displacement can impact the power consumption of the pump.
– A larger piston displacement typically requires more power to operate the pump due to the increased volume of gas being moved.
– Conversely, a smaller piston displacement may result in lower power consumption.
5. Size and Weight:
– The piston displacement affects the size and weight of the pump.
– A larger piston displacement generally requires a larger pump size and may increase the weight of the pump.
– On the other hand, a smaller piston displacement can result in a more compact and lightweight pump.
It’s important to select a piston vacuum pump with an appropriate piston displacement based on the specific application requirements.
In summary, the piston displacement of a vacuum pump directly influences its flow rate, pumping speed, achievable vacuum level, power consumption, and size. Understanding the relationship between piston displacement and pump performance is crucial in choosing the right pump for a given application.
What Is the Energy Efficiency of Piston Vacuum Pumps?
The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation:
1. Design and Technology:
– The design and technology used in piston vacuum pumps can significantly influence their energy efficiency.
– Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency.
– Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs.
2. Motor Efficiency:
– The motor driving the piston pump plays a crucial role in overall energy efficiency.
– High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump.
– Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency.
3. Control Systems:
– The use of advanced control systems can optimize the energy consumption of piston vacuum pumps.
– Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand.
– Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency.
4. System Design and Integration:
– The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency.
– Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range.
– Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system.
5. Load Profile and Operating Conditions:
– The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption.
– Higher vacuum levels or flow rates may require more energy to be supplied by the pump.
– Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions.
– It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency.
6. Comparing Efficiency Ratings:
– When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer.
– Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points.
– These ratings can assist in selecting a pump that meets the desired energy efficiency requirements.
In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.

Are There Oil-Free Piston Vacuum Pump Options Available?
Yes, there are oil-free piston vacuum pump options available. Here’s a detailed explanation:
1. Oil-Free Technology:
– Traditional piston vacuum pumps use oil as a lubricant and sealant in their operation.
– However, advancements in vacuum pump technology have led to the development of oil-free piston vacuum pumps.
– Oil-free piston pumps are designed to operate without the need for lubricating oil, eliminating the risk of oil contamination and the need for oil changes.
2. Dry Running Operation:
– Oil-free piston vacuum pumps achieve lubrication and sealing through alternative means.
– They often utilize materials such as self-lubricating polymers or advanced coatings on the piston and cylinder surfaces.
– These materials reduce friction and provide sufficient sealing to maintain vacuum levels without the need for oil.
3. Applications:
– Oil-free piston vacuum pumps are suitable for a wide range of applications where oil contamination is a concern.
– They are commonly used in industries such as food and beverage, pharmaceutical, electronics, laboratories, and medical where a clean and oil-free vacuum environment is required.
4. Advantages:
– The primary advantage of oil-free piston vacuum pumps is their ability to provide a clean and oil-free vacuum.
– They eliminate the risk of oil contamination, which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production.
– Oil-free pumps also simplify maintenance since there is no need for oil changes or regular oil monitoring.
5. Considerations:
– While oil-free piston vacuum pumps offer advantages, they also have some considerations to keep in mind.
– They may have slightly lower ultimate vacuum levels compared to oil-lubricated pumps.
– The absence of oil as a lubricant may result in slightly higher operating temperatures and increased wear on piston and cylinder surfaces.
– It’s important to select an oil-free piston vacuum pump that is suitable for the specific application requirements and consider the trade-offs between performance, cost, and maintenance.
6. Alternative Pump Technologies:
– In some cases, where oil-free operation is critical or specific vacuum levels are required, alternative pump technologies may be more suitable.
– Dry screw pumps, claw pumps, or scroll pumps are examples of oil-free pump technologies that are widely used in various industries.
– These pumps offer oil-free operation, high pumping speeds, and can achieve lower vacuum levels compared to oil-free piston pumps.
In summary, oil-free piston vacuum pumps are available as an alternative to traditional oil-lubricated pumps. They provide a clean and oil-free vacuum environment, making them suitable for applications where oil contamination is a concern. However, it’s important to consider specific application requirements and explore alternative pump technologies if necessary.
editor by Dream 2024-04-17
China supplier CHINAMFG 6″ Automatic Dry Priming Vacuum Assisted Self Priming Centrifugal Pumps vacuum pump connector
Product Description
1. Brief introduction
Sundream SD series Automatic dry priming, vacuum assisted , run dry, heavy duty solids handling self priming centrifugal pumps.
diesel engine driven , trailer mounted for mobile working .
2. Technical features :
suction lift :9.5M.
vacuum pump : sliding vane vacuum pump 50CFM
vacuum priming system :including oil ring type vacuum pump with steam and water seperator, cooler, vacuum pump oil tank .
start : dry running , automatic startup without feeding fluid .
diameter size :DN150-DN500 ( 6 inch -20 inch )
speed: 1500rpm-1800 rpm
capacity : up to 3500m3/H
head: up to 32M
Technical datasheet :
| S/N | Model | inlet/outlet Diameter (mm) |
Max Flow/ Q (m3/h) |
Max Head/ H (m) |
Diesel engine power N (kW) |
Diesel Engine Brand |
Speed RPM |
| 1 | SD150 | 150 | 370 | 25 | 40 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 2 | SD200 | 200 | 650 | 23 | 40 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 3 | SD250 | 250 | 850 | 23 | 60 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 4 | SD300 | 300 | 1100 | 24 | 60 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 5 | SD350 | 350 | 1600 | 23 | 95 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 6 | SD400 | 400 | 2200 | 26 | 120 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 7 | SD500 | 500 | 2000-2600 | 15-10 | 138 | Weichai, Yuchai,Beinei, other famous brand | 650 |
| 8 | SD500 | 500 | 2000-2500 | 10-6 | 120 | Weichai, Yuchai,Beinei, other famous brand | 750 |
| 9 | SD500 | 500 | 2500-3200 | 20-15 | 235 | Weichai, Yuchai,Beinei, other famous brand | 750 |
3. Applications:
for well point system , mining , construction, industrial , Waste water , Power generation, environmental, dewatering etc.
4. Performance curve
5. Dimension drawing
6. Our advantage
6.1 High & better self-priming performance:
Suction head up to 9.5 m
Synchronous Dry priming
The suction head is more better than normal self-priming pump
6.2. Quick start and restart:
No need feeding water before first start .
Reduce the site work
6.3. Efficiency ≥80%, save running cost, Energy-efficient in all pump life.
6.4. Passing the CHINAMFG particles up to 85 mm, sensible choice under various working condition.
Due to pass the large diameter CHINAMFG particles, so this SD series pumps are suitable for deep.
6.5. Flange standard: GB, HG, DIN, ANSI standard, according to your requirements.
6.6. Various materials to choose
Cast iron/ stainless steel/ steel/ Ductile iron/ Duplex stainless steel
Shaft seal: Mechanical seal
6.7. Save installation place, low noise, easy maintenance
Compact structure, SD series High efficiency energy-saving self priming centrifugal pump. Pump casing and the suction device is compact; Save the installation place. The pump running with stable operation, and low noise. The pump assembly by the high concentricity components.
| After-sales Service: | 12 Months |
|---|---|
| Warranty: | 12 Months |
| Max.Head: | 32m |
| Max.Capacity: | 360m3/H |
| Driving Type: | Diesel Engine & Electric Motor |
| Impeller Number: | Single-Stage Pump |
| Customization: |
Available
|
|
|---|

What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?
The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps:
Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg).
Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels:
1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level.
2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level.
3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level.
4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges.
5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level.
It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system.
In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges.
\
Can Vacuum Pumps Be Used for Leak Detection?
Yes, vacuum pumps can be used for leak detection purposes. Here’s a detailed explanation:
Leak detection is a critical task in various industries, including manufacturing, automotive, aerospace, and HVAC. It involves identifying and locating leaks in a system or component that may result in the loss of fluids, gases, or pressure. Vacuum pumps can play a significant role in leak detection processes by creating a low-pressure environment and facilitating the detection of leaks through various methods.
Here are some ways in which vacuum pumps can be used for leak detection:
1. Vacuum Decay Method: The vacuum decay method is a common technique used for leak detection. It involves creating a vacuum in a sealed system or component using a vacuum pump and monitoring the pressure change over time. If there is a leak present, the pressure will gradually increase due to the ingress of air or gas. By measuring the rate of pressure rise, the location and size of the leak can be estimated. Vacuum pumps are used to evacuate the system and establish the initial vacuum required for the test.
2. Bubble Testing: Bubble testing is a simple and visual method for detecting leaks. In this method, the component or system being tested is pressurized with a gas, and then immersed in a liquid, typically soapy water. If there is a leak, the gas escaping from the component will form bubbles in the liquid, indicating the presence and location of the leak. Vacuum pumps can be used to create a pressure differential that forces gas out of the leak, making it easier to detect the bubbles.
3. Helium Leak Detection: Helium leak detection is a highly sensitive method used to locate extremely small leaks. Helium, being a small atom, can easily penetrate small openings and leaks. In this method, the system or component is pressurized with helium gas, and a vacuum pump is used to evacuate the surrounding area. A helium leak detector is then used to sniff or scan the area for the presence of helium, indicating the location of the leak. Vacuum pumps are essential for creating the low-pressure environment required for this method and ensuring accurate detection.
4. Pressure Change Testing: Vacuum pumps can also be used in pressure change testing for leak detection. This method involves pressurizing a system or component and then isolating it from the pressure source. The pressure is monitored over time, and any significant pressure drop indicates the presence of a leak. Vacuum pumps can be used to evacuate the system after pressurization, returning it to atmospheric pressure for comparison or retesting.
5. Mass Spectrometer Leak Detection: Mass spectrometer leak detection is a highly sensitive and precise method used to identify and quantify leaks. It involves introducing a tracer gas, usually helium, into the system or component being tested. A vacuum pump is used to evacuate the surrounding area, and a mass spectrometer is employed to analyze the gas samples for the presence of the tracer gas. This method allows for accurate detection and quantification of leaks down to very low levels. Vacuum pumps are crucial for creating the necessary vacuum conditions and ensuring reliable results.
In summary, vacuum pumps can be effectively used for leak detection purposes. They facilitate various leak detection methods such as vacuum decay, bubble testing, helium leak detection, pressure change testing, and mass spectrometer leak detection. Vacuum pumps create the required low-pressure environment, assist in evacuating the system or component being tested, and enable accurate and reliable leak detection. The choice of vacuum pump depends on the specific requirements of the leak detection method and the sensitivity needed for the application.

Are There Different Types of Vacuum Pumps Available?
Yes, there are various types of vacuum pumps available, each designed to suit specific applications and operating principles. Here’s a detailed explanation:
Vacuum pumps are classified based on their operating principles, mechanisms, and the type of vacuum they can generate. Some common types of vacuum pumps include:
1. Rotary Vane Vacuum Pumps:
– Description: Rotary vane pumps are positive displacement pumps that use rotating vanes to create a vacuum. The vanes slide in and out of slots in the pump rotor, trapping and compressing gas to create suction and generate a vacuum.
– Applications: Rotary vane vacuum pumps are widely used in applications requiring moderate vacuum levels, such as laboratory vacuum systems, packaging, refrigeration, and air conditioning.
2. Diaphragm Vacuum Pumps:
– Description: Diaphragm pumps use a flexible diaphragm that moves up and down to create a vacuum. The diaphragm separates the vacuum chamber from the driving mechanism, preventing contamination and oil-free operation.
– Applications: Diaphragm vacuum pumps are commonly used in laboratories, medical equipment, analysis instruments, and applications where oil-free or chemical-resistant vacuum is required.
3. Scroll Vacuum Pumps:
– Description: Scroll pumps have two spiral-shaped scrolls—one fixed and one orbiting—which create a series of moving crescent-shaped gas pockets. As the scrolls move, gas is continuously trapped and compressed, resulting in a vacuum.
– Applications: Scroll vacuum pumps are suitable for applications requiring a clean and dry vacuum, such as analytical instruments, vacuum drying, and vacuum coating.
4. Piston Vacuum Pumps:
– Description: Piston pumps use reciprocating pistons to create a vacuum by compressing gas and then releasing it through valves. They can achieve high vacuum levels but may require lubrication.
– Applications: Piston vacuum pumps are used in applications requiring high vacuum levels, such as vacuum furnaces, freeze drying, and semiconductor manufacturing.
5. Turbo Molecular Vacuum Pumps:
– Description: Turbo pumps use high-speed rotating blades or impellers to create a molecular flow, continuously pumping gas molecules out of the system. They typically require a backing pump to operate.
– Applications: Turbo molecular pumps are used in high vacuum applications, such as semiconductor fabrication, research laboratories, and mass spectrometry.
6. Diffusion Vacuum Pumps:
– Description: Diffusion pumps rely on the diffusion of gas molecules and their subsequent removal by a high-speed jet of vapor. They operate at high vacuum levels and require a backing pump.
– Applications: Diffusion pumps are commonly used in applications requiring high vacuum levels, such as vacuum metallurgy, space simulation chambers, and particle accelerators.
7. Cryogenic Vacuum Pumps:
– Description: Cryogenic pumps use extremely low temperatures to condense and capture gas molecules, creating a vacuum. They rely on cryogenic fluids, such as liquid nitrogen or helium, for operation.
– Applications: Cryogenic vacuum pumps are used in ultra-high vacuum applications, such as particle physics research, material science, and fusion reactors.
These are just a few examples of the different types of vacuum pumps available. Each type has its advantages, limitations, and suitability for specific applications. The choice of vacuum pump depends on factors like required vacuum level, gas compatibility, reliability, cost, and the specific needs of the application.
editor by CX 2023-12-14
China wholesaler 2800gpm Vacuum Assisted Wellpoint System Automatic Dry Running Dewatering Centrifugal Pumps vacuum pump oil
Product Description
1. Brief introduction
Sundream SD series Automatic dry priming, vacuum assisted , run dry, heavy duty solids handling self priming centrifugal pumps.
diesel engine driven , trailer mounted for mobile working .
2. Technical features :
suction lift :9.5M.
vacuum pump : sliding vane vacuum pump 50CFM
vacuum priming system :including oil ring type vacuum pump with steam and water seperator, cooler, vacuum pump oil tank .
start : dry running , automatic startup without feeding fluid .
diameter size :DN150-DN500 ( 6 inch -20 inch )
speed: 1500rpm-1800 rpm
capacity : up to 3500m3/H
head: up to 32M
Technical datasheet :
| S/N | Model | inlet/outlet Diameter (mm) |
Max Flow/ Q (m3/h) |
Max Head/ H (m) |
Diesel engine power N (kW) |
Diesel Engine Brand |
Speed RPM |
| 1 | SD150 | 150 | 370 | 25 | 40 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 2 | SD200 | 200 | 650 | 23 | 40 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 3 | SD250 | 250 | 850 | 23 | 60 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 4 | SD300 | 300 | 1100 | 24 | 60 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 5 | SD350 | 350 | 1600 | 23 | 95 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 6 | SD400 | 400 | 2200 | 26 | 120 | Weichai, Yuchai,Beinei, other famous brand | 1500 |
| 7 | SD500 | 500 | 2000-2600 | 15-10 | 138 | Weichai, Yuchai,Beinei, other famous brand | 650 |
| 8 | SD500 | 500 | 2000-2500 | 10-6 | 120 | Weichai, Yuchai,Beinei, other famous brand | 750 |
| 9 | SD500 | 500 | 2500-3200 | 20-15 | 235 | Weichai, Yuchai,Beinei, other famous brand | 750 |
3. Applications:
for well point system , mining , construction, industrial , Waste water , Power generation, environmental, dewatering etc.
4. Performance curve
5. Dimension drawing
6. Our advantage
6.1 High & better self-priming performance:
Suction head up to 9.5 m
Synchronous Dry priming
The suction head is more better than normal self-priming pump
6.2. Quick start and restart:
No need feeding water before first start .
Reduce the site work
6.3. Efficiency ≥80%, save running cost, Energy-efficient in all pump life.
6.4. Passing the CHINAMFG particles up to 85 mm, sensible choice under various working condition.
Due to pass the large diameter CHINAMFG particles, so this SD series pumps are suitable for deep.
6.5. Flange standard: GB, HG, DIN, ANSI standard, according to your requirements.
6.6. Various materials to choose
Cast iron/ stainless steel/ steel/ Ductile iron/ Duplex stainless steel
Shaft seal: Mechanical seal
6.7. Save installation place, low noise, easy maintenance
Compact structure, SD series High efficiency energy-saving self priming centrifugal pump. Pump casing and the suction device is compact; Save the installation place. The pump running with stable operation, and low noise. The pump assembly by the high concentricity components.
| After-sales Service: | 12 Months |
|---|---|
| Warranty: | 12 Months |
| Max.Head: | 32m |
| Max.Capacity: | 650m3/H |
| Driving Type: | Diesel Engine & Electric Motor |
| Impeller Number: | Single-Stage Pump |
| Customization: |
Available
|
|
|---|

What Is the Role of Vacuum Pumps in Semiconductor Manufacturing?
Vacuum pumps play a critical role in semiconductor manufacturing processes. Here’s a detailed explanation:
Semiconductor manufacturing involves the production of integrated circuits (ICs) and other semiconductor devices used in various electronic applications. Vacuum pumps are used extensively throughout the semiconductor manufacturing process to create and maintain the required vacuum conditions for specific manufacturing steps.
Here are some key roles of vacuum pumps in semiconductor manufacturing:
1. Deposition Processes: Vacuum pumps are used in deposition processes such as physical vapor deposition (PVD) and chemical vapor deposition (CVD). These processes involve depositing thin films of materials onto semiconductor wafers to create various layers and patterns. Vacuum pumps help create a low-pressure environment necessary for precise control of the deposition process, ensuring uniform and high-quality film formation.
2. Etching and Cleaning: Vacuum pumps are utilized in etching and cleaning processes, which involve the removal of specific layers or contaminants from semiconductor wafers. Dry etching techniques, such as plasma etching and reactive ion etching, require a vacuum environment to facilitate the ionization and removal of material. Vacuum pumps aid in creating the necessary low-pressure conditions for efficient etching and cleaning processes.
3. Ion Implantation: Ion implantation is a process used to introduce impurities into specific regions of a semiconductor wafer to modify its electrical properties. Vacuum pumps are used to evacuate the ion implantation chamber, creating the required vacuum environment for accurate and controlled ion beam acceleration and implantation.
4. Wafer Handling and Transfer: Vacuum pumps are employed in wafer handling and transfer systems. These systems utilize vacuum suction to securely hold and manipulate semiconductor wafers during various manufacturing steps, such as loading and unloading from process chambers, robotic transfer between tools, and wafer alignment.
5. Load Lock Systems: Load lock systems are used to transfer semiconductor wafers between atmospheric conditions and the vacuum environment of process chambers. Vacuum pumps are integral components of load lock systems, creating and maintaining the vacuum conditions necessary for wafer transfer while minimizing contamination risks.
6. Metrology and Inspection: Vacuum pumps are utilized in metrology and inspection tools used for characterizing semiconductor devices. These tools, such as scanning electron microscopes (SEMs) and focused ion beam (FIB) systems, often operate in a vacuum environment to enable high-resolution imaging and accurate analysis of semiconductor structures and defects.
7. Leak Detection: Vacuum pumps are employed in leak detection systems to identify and locate leaks in vacuum chambers, process lines, and other components. These systems rely on vacuum pumps to evacuate the system and then monitor for any pressure rise, indicating the presence of leaks.
8. Cleanroom Environment Control: Semiconductor manufacturing facilities maintain cleanroom environments to prevent contamination during the fabrication process. Vacuum pumps are used in the design and operation of the cleanroom ventilation and filtration systems, helping to maintain the required air cleanliness levels by removing particulates and maintaining controlled air pressure differentials.
Vacuum pumps used in semiconductor manufacturing processes are often specialized to meet the stringent requirements of the industry. They need to provide high vacuum levels, precise control, low contamination levels, and reliability for continuous operation.
Overall, vacuum pumps are indispensable in semiconductor manufacturing, enabling the creation of the necessary vacuum conditions for various processes, ensuring the production of high-quality semiconductor devices.

How Do Vacuum Pumps Impact the Quality of 3D Printing?
Vacuum pumps play a significant role in improving the quality and performance of 3D printing processes. Here’s a detailed explanation:
3D printing, also known as additive manufacturing, is a process of creating three-dimensional objects by depositing successive layers of material. Vacuum pumps are utilized in various aspects of 3D printing to enhance the overall quality, accuracy, and reliability of printed parts. Here are some key ways in which vacuum pumps impact 3D printing:
1. Material Handling and Filtration: Vacuum pumps are used in 3D printing systems to handle and control the flow of materials. They create the necessary suction force to transport powdered materials, such as polymers or metal powders, from storage containers to the printing chamber. Vacuum systems also assist in filtering and removing unwanted particles or impurities from the material, ensuring the purity and consistency of the feedstock. This helps to prevent clogging or contamination issues during the printing process.
2. Build Plate Adhesion: Proper adhesion of the printed object to the build plate is crucial for achieving dimensional accuracy and preventing warping or detachment during the printing process. Vacuum pumps are employed to create a vacuum environment or suction force that securely holds the build plate and ensures firm adhesion between the first layer of the printed object and the build surface. This promotes stability and minimizes the risk of layer shifting or deformation during the printing process.
3. Material Drying: Many 3D printing materials, such as filament or powdered polymers, can absorb moisture from the surrounding environment. Moisture-contaminated materials can lead to poor print quality, reduced mechanical properties, or defects in the printed parts. Vacuum pumps with integrated drying capabilities can be employed to create a low-pressure environment, effectively removing moisture from the materials before they are used in the printing process. This ensures the dryness and quality of the materials, resulting in improved print outcomes.
4. Resin Handling in Stereolithography (SLA): In SLA 3D printing, a liquid resin is selectively cured using light sources to create the desired object. Vacuum pumps are utilized to facilitate the resin handling process. They can be employed to degas or remove air bubbles from the liquid resin, ensuring a smooth and bubble-free flow during material dispensing. This helps to prevent defects and imperfections caused by trapped air or bubbles in the final printed part.
5. Enclosure Pressure Control: Some 3D printing processes, such as selective laser sintering (SLS) or binder jetting, require the printing chamber to be maintained at a specific pressure or controlled atmosphere. Vacuum pumps are used to create a controlled low-pressure or vacuum environment within the printing chamber, enabling precise pressure regulation and maintaining the desired conditions for optimal printing results. This control over the printing environment helps to prevent oxidation, improve material flow, and enhance the quality and consistency of printed parts.
6. Post-Processing and Cleaning: Vacuum pumps can also aid in post-processing steps and cleaning of 3D printed parts. For instance, in processes like support material removal or surface finishing, vacuum systems can assist in the removal of residual support structures or excess powder from printed objects. They can also be employed in vacuum-based cleaning methods, such as vapor smoothing, to achieve smoother surface finishes and enhance the aesthetics of the printed parts.
7. System Maintenance and Filtration: Vacuum pumps used in 3D printing systems require regular maintenance and proper filtration to ensure their efficient and reliable operation. Effective filtration systems within the vacuum pumps help to remove any contaminants or particles generated during printing, preventing their circulation and potential deposition on the printed parts. This helps to maintain the cleanliness of the printing environment and minimize the risk of defects or impurities in the final printed objects.
In summary, vacuum pumps have a significant impact on the quality of 3D printing. They contribute to material handling and filtration, build plate adhesion, material drying, resin handling in SLA, enclosure pressure control, post-processing and cleaning, as well as system maintenance and filtration. By utilizing vacuum pumps in these critical areas, 3D printing processes can achieve improved accuracy, dimensional stability, material quality, and overall print quality.
How Do You Choose the Right Size Vacuum Pump for a Specific Application?
Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation:
1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level.
2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time.
3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction.
4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump.
5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it.
6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations.
7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment.
8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge.
By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
editor by CX 2023-12-04
China Good quality Super Sell Automatic Anti-Backflow Air Conditioner Refrigeration Vacuum Pump vacuum pump design
Product Description
Super Sell Automatic Anti-Backflow Air Conditioner Refrigeration Vacuum Pump
Product Parameter (Specification)
| Item NO. | VP115B(VP-1.ll) | VP125B(VP-1.5.ll) | VP135B(VP-2.ll) | VP145B | VP160B(VP-3.ll) | VP180B(VP-4.ll) | VP1100B(VP-5.ll) | |
| Flow Rate | 50Hz | 1.5CFM | 2.5CFM | 3.5CFM | 4.5CFM | 6CFM | 8CFM | 10CFM |
| 42L/min | 70L/min | 100L/min | 128L/min | 170L/min | 226L/min | 283L/min | ||
| 60Hz | 1.8CFM | 3CFM | 4CFM | 5CFM | 7CFM | 9CFM | 12CFM | |
| 50L/min | 84L/min | 114L/min | 142L/min | 198L/min | 254L/min | 340L/min | ||
| Ultimate vacuum | 5Pa | 5Pa | 5Pa | 5Pa | 5Pa | 5Pa | 5Pa | |
| 375microns | 375microns | 375microns | 375microns | 375microns | 375microns | 375microns | ||
| Power | 1/4HP | 1/4HP | 1/3HP | 1/3HP | 1/2HP | 3/4HP | 1HP | |
| Inlet Port | 1/4″Flare | 1/4″Flare | 1/4″Flare | 1/4″Flare | 1/4″&3/8″Flare | 1/4″&3/8″Flare | 1/4″&3/8″Flare | |
| Oil Capacity | 320ml | 300ml | 350ml | 350ml | 450ml | 700ml | 800ml | |
| Dimensions(mm) | 270x119x216 | 270x119x216 | 278x119x216 | 278x119x216 | 320x134x232 | 370x140x250 | 390x140x250 | |
| Weight | 5.3kg | 5.5kg | 6.5kg | 6.8kg | 10kg | 14kg | 14.5kg | |
| After-sales Service: | Online Technical Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.
What Is the Difference Between Dry and Wet Vacuum Pumps?
Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them:
Dry Vacuum Pumps:
Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include:
1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required.
2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation.
3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology.
Wet Vacuum Pumps:
Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include:
1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment.
2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required.
The main differences between dry and wet vacuum pumps can be summarized as follows:
1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium.
2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication.
3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others.
It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application.
In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.

Can Vacuum Pumps Be Used in Laboratories?
Yes, vacuum pumps are extensively used in laboratories for a wide range of applications. Here’s a detailed explanation:
Vacuum pumps are essential tools in laboratory settings as they enable scientists and researchers to create and control vacuum or low-pressure environments. These controlled conditions are crucial for various scientific processes and experiments. Here are some key reasons why vacuum pumps are used in laboratories:
1. Evaporation and Distillation: Vacuum pumps are frequently used in laboratory evaporation and distillation processes. By creating a vacuum, they lower the boiling point of liquids, allowing for gentler and more controlled evaporation. This is particularly useful for heat-sensitive substances or when precise control over the evaporation process is required.
2. Filtration: Vacuum filtration is a common technique in laboratories for separating solids from liquids or gases. Vacuum pumps create suction, which helps draw the liquid or gas through the filter, leaving the solid particles behind. This method is widely used in processes such as sample preparation, microbiology, and analytical chemistry.
3. Freeze Drying: Vacuum pumps play a crucial role in freeze drying or lyophilization processes. Freeze drying involves removing moisture from a substance while it is in a frozen state, preserving its structure and properties. Vacuum pumps facilitate the sublimation of frozen water directly into vapor, resulting in the removal of moisture under low-pressure conditions.
4. Vacuum Ovens and Chambers: Vacuum pumps are used in conjunction with vacuum ovens and chambers to create controlled low-pressure environments for various applications. Vacuum ovens are used for drying heat-sensitive materials, removing solvents, or conducting reactions under reduced pressure. Vacuum chambers are utilized for testing components under simulated space or high-altitude conditions, degassing materials, or studying vacuum-related phenomena.
5. Analytical Instruments: Many laboratory analytical instruments rely on vacuum pumps to function properly. For example, mass spectrometers, electron microscopes, surface analysis equipment, and other analytical instruments often require vacuum conditions to maintain sample integrity and achieve accurate results.
6. Chemistry and Material Science: Vacuum pumps are employed in numerous chemical and material science experiments. They are used for degassing samples, creating controlled atmospheres, conducting reactions under reduced pressure, or studying gas-phase reactions. Vacuum pumps are also used in thin film deposition techniques like physical vapor deposition (PVD) and chemical vapor deposition (CVD).
7. Vacuum Systems for Experiments: In scientific research, vacuum systems are often designed and constructed for specific experiments or applications. These systems can include multiple vacuum pumps, valves, and chambers to create specialized vacuum environments tailored to the requirements of the experiment.
Overall, vacuum pumps are versatile tools that find extensive use in laboratories across various scientific disciplines. They enable researchers to control and manipulate vacuum or low-pressure conditions, facilitating a wide range of processes, experiments, and analyses. The choice of vacuum pump depends on factors such as required vacuum level, flow rate, chemical compatibility, and specific application needs.
editor by CX 2023-10-29
China best Small Poultry Farm Automatic Vacuum Pump for Goat Milking Machine vacuum pump adapter
Product Description
Small Poultry Farm Automatic Vacuum Pump for Goat Milking Machine
Our Vanmay Cow Milking Machine Price is important equipment for today’s dairy industry, which is widely used in small, medium or large farms for milking cows, sheeps, goats and ect… Also family using is more and more common. Our Cow Milking Machine Price consists of vacuum pump, milk pulsator, electric motor, milk bucket etc. And the electric motor can be instead of diesel engine and gasoline engine.
| 1. Wide Application | Contact Us |
| 2. Cow Milking Machine Price Details | Contact Us |
Cow Milking Machine Price Features:
1. Our Cow Milking Machine Price with mobile wheels, which is flexible and convenient for milking;
2. With simple and easy operation and maintenance;
3. Low noise and high milking production;
4. Saving more labors and improving effectiveness.
| 3. Technical Specifications | Contact Us |
| Item | Single barrel milking machine | Double barrel milking machine |
| Model | HL-JN01 | HL-JN02 |
| Matched Electric Motor Power | 1100W | |
| Matched Diesel Engine Power | 4HP | |
| Motor Speed | 1440 rpm | |
| Production | 10-12 cows/ hour; 20-30 sheep / hour | 20-24 cows / hour; 40-60 sheep / hour |
| Milking Time | 5-6 minutes per cow 2-3 min per sheep | |
| Stainless Steel Milking Bucket | 25L | 25L*2 |
| Vacuum | 50kpa | |
| Pulse Frequency | 60:40 | |
| Vacuum Pump | 250L / min | |
| Weight | 90 kg | 100 kg |
| Dimensions | 800 * 750 * 1000 mm | 800*830*1000 mm |
| Package | Thickened Wooden Case | |
| 4. Factory Show | Contact Us |
Our ZheJiang CHINAMFG Industry Co.,Ltd, which is located in HangZhou city, ZheJiang province, China has built a good and high reputation on building the most cost-effective machinery equipment in China. CHINAMFG is recognized globally as an expert in providing industry leading process design, engineering and manufacturing to a variety of industry machines. Whatever you require, our Vanmay’s professional team can design and manufacture your machines for your application.
Our Main Products: Cow Milking Machine Price ,Corn Harvester Machine, Chaff Cutter Machine, Grass Chopper Machine for Animals Feed, Silage Baler & Wrapper Machine, Mixer Machine for Animals Feed, Pellet Machine for Animals Feed, Animals Feed Grinder Machine, Rice Mill, Paddy/Wheat Harvester, and etc…
Our Goal: Providing our clients the best solution, quality, price, and after-sales service.
From initial feasibility report and testing, to engineering, manufacturing, and after-sales services, we bring our great passion for quality and service into everything we do. Sincerely do hope that we can cooperate with you to maximize the mutual benefits of all parties involved, and foward to a beautiful and brightful future together.
| 5. Customers’ Visiting | Contact Us |
| 6. Package & Shipping | Contact Us |
| 7. FAQ | Contact Us |
Q1: What is the MOQ for your Cow Milking Machine Price?
A: Our MOQ is 1 set. And any order quantities are highly appreciated.
Q2: Can I get a free sample of your Cow Milking Machine Price?
A: Yes, surely, we would like to provide the sample for you. But, we are afraid that you will pay for the sample and delivery cost.
Q3: What is your guarantee period for your Cow Milking Machine Price?
A: Our Cow Milking Machine Price guarantee period is 12 months, and we also provide 24 hours on-line service if any problems happen.
Q4: Do you accept OEM & ODM?
A: Yes, OEM & ODM projects are available. You are warmly weclome to have your own color, logo, company name, contacts and any design on the Cow Milking Machine Price. Even we are willing to design the color, logo, packages for you.
Q5: Can I test your Cow Milking Machine Price with the raw material when visiting your factory?
A: Yes, surely, any testing our Cow Milking Machine Price with the raw material is highly appreciated.
| 8. Related Products | Contact Us |
9ZP-4.5 Chaff Cutter 3 Rows Corn Harvester Corn Thresher Silage Baler and Wrapper
| Type: | Vacuum Pump Milking Machine |
|---|---|
| Application: | Cow |
| Power Source: | Electric |
| Certification: | ISO9001:2008 |
| Condition: | New |
| Matched Electric Motor Power: | 1100W |
| Samples: |
US$ 456/Set
1 Set(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
How Are Vacuum Pumps Employed in the Production of Electronic Components?
Vacuum pumps play a crucial role in the production of electronic components. Here’s a detailed explanation:
The production of electronic components often requires controlled environments with low or no atmospheric pressure. Vacuum pumps are employed in various stages of the production process to create and maintain these vacuum conditions. Here are some key ways in which vacuum pumps are used in the production of electronic components:
1. Deposition Processes: Vacuum pumps are extensively used in deposition processes, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), which are commonly employed for thin film deposition on electronic components. These processes involve the deposition of materials onto substrates in a vacuum chamber. Vacuum pumps help create and maintain the necessary vacuum conditions required for precise and controlled deposition of the thin films.
2. Etching and Cleaning: Etching and cleaning processes are essential in the fabrication of electronic components. Vacuum pumps are used to create a vacuum environment in etching and cleaning chambers, where reactive gases or plasmas are employed to remove unwanted materials or residues from the surfaces of the components. The vacuum pumps help evacuate the chamber and ensure the efficient removal of byproducts and waste gases.
3. Drying and Bake-out: Vacuum pumps are utilized in the drying and bake-out processes of electronic components. After wet processes, such as cleaning or wet etching, components need to be dried thoroughly. Vacuum pumps help create a vacuum environment that facilitates the removal of moisture or solvents from the components, ensuring their dryness before subsequent processing steps. Additionally, vacuum bake-out is employed to remove moisture or other contaminants trapped within the components’ materials or structures, enhancing their reliability and performance.
4. Encapsulation and Packaging: Vacuum pumps are involved in the encapsulation and packaging stages of electronic component production. These processes often require the use of vacuum-sealed packaging to protect the components from environmental factors such as moisture, dust, or oxidation. Vacuum pumps assist in evacuating the packaging materials, creating a vacuum-sealed environment that helps maintain the integrity and longevity of the electronic components.
5. Testing and Quality Control: Vacuum pumps are utilized in testing and quality control processes for electronic components. Some types of testing, such as hermeticity testing, require the creation of a vacuum environment for evaluating the sealing integrity of electronic packages. Vacuum pumps help evacuate the testing chambers, ensuring accurate and reliable test results.
6. Soldering and Brazing: Vacuum pumps play a role in soldering and brazing processes for joining electronic components and assemblies. Vacuum soldering is a technique used to achieve high-quality solder joints by removing air and reducing the risk of voids, flux residuals, or oxidation. Vacuum pumps assist in evacuating the soldering chambers, creating the required vacuum conditions for precise and reliable soldering or brazing.
7. Surface Treatment: Vacuum pumps are employed in surface treatment processes for electronic components. These processes include plasma cleaning, surface activation, or surface modification techniques. Vacuum pumps help create the necessary vacuum environment where plasma or reactive gases are used to treat the component surfaces, improving adhesion, promoting bonding, or altering surface properties.
It’s important to note that different types of vacuum pumps may be used in electronic component production, depending on the specific process requirements. Commonly used vacuum pump technologies include rotary vane pumps, turbo pumps, cryogenic pumps, and dry pumps.
In summary, vacuum pumps are essential in the production of electronic components, facilitating deposition processes, etching and cleaning operations, drying and bake-out stages, encapsulation and packaging, testing and quality control, soldering and brazing, as well as surface treatment. They enable the creation and maintenance of controlled vacuum environments, ensuring precise and reliable manufacturing processes for electronic components.
What Is the Difference Between Dry and Wet Vacuum Pumps?
Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them:
Dry Vacuum Pumps:
Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include:
1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required.
2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation.
3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology.
Wet Vacuum Pumps:
Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include:
1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment.
2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required.
The main differences between dry and wet vacuum pumps can be summarized as follows:
1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium.
2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication.
3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others.
It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application.
In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
What Industries Commonly Rely on Vacuum Pump Technology?
Vacuum pump technology finds applications in various industries where creating and controlling vacuum or low-pressure environments is crucial. Here’s a detailed explanation:
1. Manufacturing and Production: Vacuum pumps are extensively used in manufacturing and production processes across multiple industries. They are employed for tasks such as vacuum molding, vacuum packaging, vacuum degassing, vacuum drying, and vacuum distillation. Industries like automotive, aerospace, electronics, pharmaceuticals, and food processing rely on vacuum pump technology to achieve precise and controlled manufacturing conditions.
2. Chemical and Pharmaceutical: The chemical and pharmaceutical industries heavily rely on vacuum pumps for numerous applications. These include solvent recovery, vacuum filtration, vacuum drying, distillation, crystallization, and evaporation. Vacuum pumps enable these industries to carry out critical processes under reduced pressure, ensuring efficient separation, purification, and synthesis of various chemical compounds and pharmaceutical products.
3. Semiconductor and Electronics: The semiconductor and electronics industries extensively use vacuum pumps for manufacturing microchips, electronic components, and electronic devices. Vacuum pumps are crucial in processes such as physical vapor deposition (PVD), chemical vapor deposition (CVD), etching, ion implantation, and sputtering. These processes require controlled vacuum conditions to ensure precise deposition, surface modification, and contamination-free manufacturing.
4. Research and Development: Vacuum pump technology is integral to research and development activities across scientific disciplines. It supports experiments and investigations in fields such as physics, chemistry, materials science, biology, and environmental science. Vacuum pumps facilitate processes like freeze drying, vacuum distillation, vacuum evaporation, vacuum spectroscopy, and creating controlled atmospheric conditions for studying various phenomena.
5. Food and Beverage: The food and beverage industry relies on vacuum pumps for packaging and preservation purposes. Vacuum sealing is used to extend the shelf life of food products by removing air and creating a vacuum-sealed environment that inhibits spoilage and maintains freshness. Vacuum pumps are also used in processes like freeze drying, vacuum concentration, and vacuum cooling.
6. Oil and Gas: In the oil and gas industry, vacuum pumps play a role in various applications. They are used for crude oil vacuum distillation, vacuum drying, vapor recovery, gas compression, and gas stripping processes. Vacuum pumps help maintain optimal conditions during oil refining, gas processing, and petrochemical manufacturing.
7. Environmental and Waste Management: Vacuum pumps are employed in environmental and waste management applications. They are used for tasks such as soil vapor extraction, groundwater remediation, landfill gas recovery, and wastewater treatment. Vacuum pumps facilitate the removal and containment of gases, vapors, and pollutants, contributing to environmental protection and sustainable waste management.
8. Medical and Healthcare: The medical and healthcare sectors utilize vacuum pumps for various purposes. They are used in medical equipment such as vacuum-assisted wound therapy devices, vacuum-based laboratory analyzers, and vacuum suction systems in hospitals and clinics. Vacuum pumps are also used in medical research, pharmaceutical production, and medical device manufacturing.
9. Power Generation: Vacuum pumps play a role in power generation industries, including nuclear power plants and thermal power plants. They are used for steam condensation, turbine blade cooling, vacuum drying during transformer manufacturing, and vacuum systems for testing and maintenance of power plant equipment.
10. HVAC and Refrigeration: The HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries rely on vacuum pumps for system installation, maintenance, and repair. Vacuum pumps are used to evacuate air and moisture from refrigerant lines and HVAC systems, ensuring optimal system performance and efficiency.
These are just a few examples of industries that commonly rely on vacuum pump technology. The versatility and wide-ranging applications of vacuum pumps make them indispensable tools across numerous sectors, enabling precise control over vacuum conditions, efficient manufacturing processes, and scientific investigations.
editor by CX 2023-10-28
China factory Industry Chemical Automatic Low Pressure Reciprocating Piston Vacuum Pump vacuum pump oil
Product Description
|
Model |
WLW-50 |
WLW-70 |
WLW-100 |
WLW-150 |
WLW-200 |
WLW-300 |
WLW-600 |
|
Pumping speed(L/S) |
50 |
70 |
100 |
150 |
200 |
300 |
300 |
|
Ultimate Pres-(≤Pa) |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
|
rotational speed(rpm) |
270 |
380 |
350 |
210 |
280 |
250 |
240 |
|
Connections of inleDN(mm) |
50 |
50 |
95 |
125 |
125 |
160 |
245 |
|
LW Noise dB(A) |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
|
Noise level dB(A) |
≤70 |
≤75 |
≤75 |
≤78 |
≤80 |
≤80 |
≤80 |
|
temperature rise (°C) |
≤40°C |
≤40°C |
≤40°C |
≤40°C |
≤40°C |
≤40°C |
≤40°C |
|
Pumping size (mm) |
1060X542X1458 |
1060X542X1458 |
1170X616X1715 |
1325X700X1783 |
1325X765X1783 |
1556X871X2125 |
2068X1100X2600 |
|
Weight (Kg) |
500 |
520 |
700 |
900 |
1000 |
1500 |
3100 |
|
Motor Power (Kg) |
4 |
5.5 |
7.5 |
11 |
15 |
22 |
45 |
|
Motor Voltage/motor base frequency (V/Hz) |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
380/50 |
|
Nominal Motor speed (rpm) |
970 |
970 |
970 |
970 |
980 |
980 |
990 |
|
Nominal Motor current (A) |
9.4 |
12.6 |
16.8 |
24.3 |
31.6 |
44.7 |
85.9 |
|
Type of protection(IP) |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
IP55 |
| WLW vertical oil-free (corrosion-resistant) reciprocating vacuum pump is the upgraded product to replace W horizontal vacuum pump,and the principal equipment to obtain rough vacuum. As adopt the full sealing device, it realizes the complete isolation of the crankcase from the cylinder; in addition, self-lubricating materials are used for piston ring to achieve the advanced oil-free lubrication.Since no sewage is discharged this type of vacuum pump is especially suitable for the vacuum distillation, vacuum evaporation, vacuum drying, vacuum concentration, vacuum impregnation and other processes in chemical, medicine, food and other industries. |
|||||||
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|

Can Piston Vacuum Pumps Create a Deep Vacuum?
Yes, piston vacuum pumps have the capability to create a deep vacuum. Here’s a detailed explanation:
Piston vacuum pumps are designed to generate and maintain a vacuum by using a reciprocating piston mechanism. They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), which is considered a deep vacuum range.
When the piston moves downward during the suction stroke, it creates a vacuum within the cylinder. This allows gas or air from the system being evacuated to enter the cylinder. As the piston moves up during the compression stroke, the gas is expelled from the cylinder, reducing its volume and increasing its pressure. This cyclic process continues, gradually reducing the pressure within the system.
One of the factors that contribute to the ability of piston vacuum pumps to create a deep vacuum is the use of an airtight seal between the piston and cylinder walls. This seal prevents the gas from leaking back into the evacuated system, allowing the pump to maintain the desired vacuum level.
It’s important to note that the achievable vacuum level of a piston vacuum pump can depend on various factors, including the design of the pump, the materials used, the quality of the seals, and the operating conditions. Additionally, the flow rate of the pump may be lower compared to other types of vacuum pumps, as piston pumps are typically designed for applications that require low flow rates but high vacuum levels.
In summary, piston vacuum pumps can create a deep vacuum in the millitorr to micron range. With their reciprocating piston mechanism and airtight seals, they are capable of generating and maintaining a vacuum suitable for applications that require deep vacuum conditions.

What Are the Safety Precautions for Operating Piston Vacuum Pumps?
Operating piston vacuum pumps requires adherence to safety precautions to ensure the well-being of personnel and the proper functioning of the equipment. Here’s a detailed explanation of the safety precautions for operating piston vacuum pumps:
– Familiarize Yourself with the User Manual: Before operating a piston vacuum pump, thoroughly read and understand the user manual provided by the manufacturer. The manual contains important safety guidelines specific to the pump model.
– Personal Protective Equipment (PPE): Always wear appropriate personal protective equipment, such as safety goggles, gloves, and hearing protection, when operating the pump. This helps protect against potential hazards, including chemical exposure, flying debris, and noise.
– Ventilation: Ensure that the area where the pump is operated has adequate ventilation. Proper ventilation helps prevent the accumulation of fumes, vapors, or hazardous gases that may be generated during the pumping process.
– Electrical Safety: Follow electrical safety precautions, including proper grounding and connection of the pump to a suitable power source. Inspect power cords and plugs for any damage before use, and avoid using the pump in wet or damp environments.
– Pressure and Vacuum Limits: Operate the pump within its specified pressure and vacuum limits. Exceeding these limits can lead to equipment failure, compromising safety and performance.
– Overpressure Protection: Ensure the pump has appropriate overpressure protection mechanisms, such as relief valves or pressure sensors, to prevent excessive pressure buildup. Regularly inspect and maintain these safety devices to ensure their proper functioning.
– Cooling and Temperature: Pay attention to the cooling requirements of the pump. Adequate cooling is necessary to prevent overheating and potential damage to the pump. Avoid blocking or obstructing cooling vents or fins. Monitor the pump’s temperature during operation and follow any temperature-related guidelines provided by the manufacturer.
– Maintenance and Inspection: Regularly inspect and maintain the pump according to the manufacturer’s recommendations. This includes cleaning, lubricating, and replacing parts as necessary. Perform maintenance tasks only when the pump is turned off and disconnected from the power source.
– Emergency Stop: Familiarize yourself with the location and operation of the emergency stop button or switch on the pump. In case of any emergency or abnormal situation, immediately activate the emergency stop to shut down the pump safely.
– Training and Competence: Ensure that operators are adequately trained and competent to operate the piston vacuum pump. Proper training helps minimize the risks associated with incorrect operation or handling of the equipment.
– Hazardous Materials: If the pump is used with hazardous materials, follow appropriate safety protocols for handling, containment, and disposal. Be aware of the potential risks associated with the materials being pumped and take necessary precautions to mitigate those risks.
– Warning Signs and Labels: Pay attention to warning signs, labels, and markings on the pump, including safety instructions, hazard warnings, and operating instructions. Follow these instructions carefully to ensure safe operation.
– Emergency Procedures: Establish and communicate clear emergency procedures in case of accidents, spills, or other hazardous situations. Ensure that operators are aware of these procedures and know how to respond appropriately.
– Regular Risk Assessment: Conduct regular risk assessments of the pump operation to identify potential hazards and implement appropriate safety measures. Periodically review and update safety protocols based on the results of these assessments.
– Emergency Response Resources: Keep appropriate emergency response resources readily available, such as fire extinguishers, spill kits, and emergency eyewash stations, in case of accidents or spills.
In summary, operating piston vacuum pumps safely requires following several key safety precautions, including familiarizing yourself with the user manual, using appropriate personal protective equipment, ensuring proper ventilation, adhering to electrical safety guidelines, operating within pressure and vacuum limits, maintaining cooling requirements, performing regular maintenance and inspections, being aware of emergency stop procedures, providing adequate training and competence, handling hazardous materials safely, paying attention to warning signs and labels, establishing emergency procedures, conducting risk assessments, and keeping emergency response resources available.
Are Piston Vacuum Pumps Suitable for Laboratory Use?
Yes, piston vacuum pumps are commonly used and well-suited for laboratory applications. Here’s a detailed explanation:
1. Versatility:
– Piston vacuum pumps offer versatility and can be utilized in a wide range of laboratory processes and equipment.
– They are compatible with various laboratory applications such as vacuum ovens, freeze dryers, vacuum filtration systems, and rotary evaporators.
2. Vacuum Generation:
– Piston vacuum pumps are capable of generating and maintaining deep vacuum levels, making them suitable for laboratory use.
– They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), depending on the specific pump design and operating conditions.
3. Control and Precision:
– Piston vacuum pumps provide precise control over the vacuum level, allowing researchers to create and maintain the desired pressure conditions in their experiments.
– The pumps offer fine-tuning capabilities to achieve the optimal vacuum level required for specific laboratory processes.
4. Reliability and Durability:
– Piston vacuum pumps are known for their reliability and durability, which are crucial factors in laboratory environments.
– They are designed to withstand continuous operation and frequent use, ensuring consistent performance over extended periods.
5. Low Contamination Risk:
– Piston vacuum pumps are designed with airtight seals that minimize the risk of contamination.
– This is particularly important in laboratory settings where maintaining a clean and uncontaminated environment is vital for accurate and reliable experimental results.
6. Cost-Effective Solution:
– Piston vacuum pumps are generally more cost-effective compared to other types of vacuum pumps.
– They offer a balance between performance and affordability, making them a preferred choice for many laboratory budgets.
7. Ease of Maintenance:
– Piston vacuum pumps are relatively easy to maintain, with readily available spare parts and service support.
– Routine maintenance tasks such as changing oil, inspecting seals, and cleaning can be easily performed, ensuring the pump’s longevity and consistent performance.
In summary, piston vacuum pumps are highly suitable for laboratory use due to their versatility, ability to generate deep vacuum levels, precise control, reliability, low contamination risk, cost-effectiveness, and ease of maintenance. They are widely utilized in various laboratory applications and provide researchers with the necessary vacuum conditions for their experiments and processes.
editor by CX 2023-10-26