Product Description
Chemical Electric Motor Driven Diaphragm Dosing Metering Pump
Pumps works with shearing, grinding high-speed stirring Grinding process occurs in the relative movement between the 2 teeth with 1 revolving in high speed and another still, which makes the material between the teeth receive strong shearing and abrasion in addition to high frequency vibration and high speed swirl. The above forces effectively evenly disperse, emulsify, smash the material.
Colloid mill works with shearing, grinding high-speed stirring Grinding process occurs in the relative movement between the 2 teeth with 1 revolving in high speed and another still, which makes the material between the teeth receive strong shearing and abrasion in addition to high frequency vibration and high speed swirl. The above forces effectively evenly disperse, emulsify, smash the material.
Tchnical Parameters 🙁 For reference ONly )
|
Model |
Power |
Capacity
|
Fineness
|
Weight |
Machine Size |
|
FX-50 |
1.5kw |
10-15 kg/h |
50-100 mesh |
50 kg |
530*260*580 mm |
|
FX-80 |
4kw |
60-80 kg/h |
80-150 mesh |
150 kg |
600*410*930 mm |
|
FX-110 |
7.5kw |
100-200 kg/h |
80-150 mesh
|
175 kg |
700*430*1000 mm |
|
FX-130 |
11kw |
300-500 kg/h |
80-200 mesh |
285 kg |
990*440*1000 mm |
|
FX-160 |
15kw |
500-600kg/h |
80-200 mesh |
300kg | 1000*460*1050 mm |
|
FX-180 |
18.5kw |
700-800 kg/h |
80-200 mesh |
375 kg |
1000*490*1100 mm |
|
FX-210 |
30kw |
1000-1200kg/h |
80-200 mesh | 700kg | 1260*600*1230 mm |
|
FX-240 |
45kw |
1200-1500 kg/h |
100-200 mesh |
920 kg |
1330*630*1280mm |
|
FX-300 |
75kw
|
3000-4000 kg/h |
100-200 mesh |
1300 kg |
1500*800*1120mm |
After-sales Service
1.Warranty time: 1 year, from the date which the product is qualified commissioning.
Any damage except the wrong operation during warranty period is repaired freely.But the travel and hotel expenses should be count on buyer.
2. Commissioning services: the product’s installation and commissioning at the demand side, our engineers will not leave there until get your agreement.
3. Training services: our engineers will train your staff to operate it during the period of installation and commissioning,
and they will not leave there until your staff can operate it properly and normally.
4. Maintenance services: any malfunction happened, once you inquiry us, we will reply you within 48 hours except the special reasons.
5. Lifelong services: we provide lifelong services for all the products we sold out, and supply the spare parts with discount price.
6. Certificate services: we can provide related certificates to customers freely according to the request of customers.
7. Inspection services: you can ask the third part inspection company or your inspector to inspect the products before shipment.
8. The file: the Manual Specification, report of the material which used to the equipment and other documents related to the GMP authentication information will be provided by us.
RFQ
Q: Are you a factory?
A: Yes we are a factory with more than 20 years manufacturing experience. One is in JZheJiang Province,
Another is in HangZhou next to our office.
Q:I’m new in our industry,but I’m planing to set up a factory, what canI do?
A: We will design the most suitable proposal based on your actual situation, such as the daily production,raw material formula, factory layout, etc. Also we would like to intro- duce some excellent suppliers of raw materials, bottles,labels, etc if needed. After sales, engineer will be send to fields installation, training and commissioning.
Q: How can you control the quality before delivery?
A: First, our component/spare parts providers test their products before they offer com- ponents to us.Besides, our quality control team will test machines performance or running speed before shipment. We would like to invite you come to our factory to verify machines yourself. If your schedule is busy, we wil take a video to record the testing procedure and send the video to you.
Q:Are your machines difficult to operate? How do you teach us using the machine?
A: Our machines are fool-style operation design,very easy to operate.Besides,before delivery we will shoot instruction video to introduce machines’functions and to teach you how to use them.If needed engineers are available to come to your factory to help install machines, test machines and teach your staff to use the machines.
Q: Can I come to your factory to observe machine running?
A: Yes, customers are warmly welcome to visit our factory.
Q: Can you make the machine according to buyer’s request?
A: Yes,OEM is acceptable. Most of our machines are customized design based on cus- tomer’s requirements or situation
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Oversea Installation Service |
|---|---|
| Warranty: | 1 Years |
| Oil or Not: | Oil Free |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used for Vacuum Packaging?
Yes, vacuum pumps can be used for vacuum packaging. Here’s a detailed explanation:
Vacuum packaging is a method used to remove air from a package or container, creating a vacuum environment. This process helps to extend the shelf life of perishable products, prevent spoilage, and maintain product freshness. Vacuum pumps play a crucial role in achieving the desired vacuum level for effective packaging.
When it comes to vacuum packaging, there are primarily two types of vacuum pumps commonly used:
1. Single-Stage Vacuum Pumps: Single-stage vacuum pumps are commonly used for vacuum packaging applications. These pumps use a single rotating vane or piston to create a vacuum. They can achieve moderate vacuum levels suitable for most packaging requirements. Single-stage pumps are relatively simple in design, compact, and cost-effective.
2. Rotary Vane Vacuum Pumps: Rotary vane vacuum pumps are another popular choice for vacuum packaging. These pumps utilize multiple vanes mounted on a rotor to create a vacuum. They offer higher vacuum levels compared to single-stage pumps, making them suitable for applications that require deeper levels of vacuum. Rotary vane pumps are known for their reliability, consistent performance, and durability.
When using vacuum pumps for vacuum packaging, the following steps are typically involved:
1. Preparation: Ensure that the packaging material, such as vacuum bags or containers, is suitable for vacuum packaging and can withstand the vacuum pressure without leakage. Place the product to be packaged inside the appropriate packaging material.
2. Sealing: Properly seal the packaging material, either by heat sealing or using specialized vacuum sealing equipment. This ensures an airtight enclosure for the product.
3. Vacuum Pump Operation: Connect the vacuum pump to the packaging equipment or directly to the packaging material. Start the vacuum pump to initiate the vacuuming process. The pump will remove the air from the packaging, creating a vacuum environment.
4. Vacuum Level Control: Monitor the vacuum level during the packaging process using pressure gauges or vacuum sensors. Depending on the specific packaging requirements, adjust the vacuum level accordingly. The goal is to achieve the desired vacuum level suitable for the product being packaged.
5. Sealing and Closure: Once the desired vacuum level is reached, seal the packaging material completely to maintain the vacuum environment. This can be done by heat sealing the packaging material or using specialized sealing mechanisms designed for vacuum packaging.
6. Product Labeling and Storage: After sealing, label the packaged product as necessary and store it appropriately, considering factors such as temperature, humidity, and light exposure, to maximize product shelf life.
It’s important to note that the specific vacuum level required for vacuum packaging may vary depending on the product being packaged. Some products may require a partial vacuum, while others may require a more stringent vacuum level. The choice of vacuum pump and the control mechanisms employed will depend on the specific vacuum packaging requirements.
Vacuum pumps are widely used in various industries for vacuum packaging applications, including food and beverage, pharmaceuticals, electronics, and more. They provide an efficient and reliable means of creating a vacuum environment, helping to preserve product quality and extend shelf life.

How Do Vacuum Pumps Impact the Quality of 3D Printing?
Vacuum pumps play a significant role in improving the quality and performance of 3D printing processes. Here’s a detailed explanation:
3D printing, also known as additive manufacturing, is a process of creating three-dimensional objects by depositing successive layers of material. Vacuum pumps are utilized in various aspects of 3D printing to enhance the overall quality, accuracy, and reliability of printed parts. Here are some key ways in which vacuum pumps impact 3D printing:
1. Material Handling and Filtration: Vacuum pumps are used in 3D printing systems to handle and control the flow of materials. They create the necessary suction force to transport powdered materials, such as polymers or metal powders, from storage containers to the printing chamber. Vacuum systems also assist in filtering and removing unwanted particles or impurities from the material, ensuring the purity and consistency of the feedstock. This helps to prevent clogging or contamination issues during the printing process.
2. Build Plate Adhesion: Proper adhesion of the printed object to the build plate is crucial for achieving dimensional accuracy and preventing warping or detachment during the printing process. Vacuum pumps are employed to create a vacuum environment or suction force that securely holds the build plate and ensures firm adhesion between the first layer of the printed object and the build surface. This promotes stability and minimizes the risk of layer shifting or deformation during the printing process.
3. Material Drying: Many 3D printing materials, such as filament or powdered polymers, can absorb moisture from the surrounding environment. Moisture-contaminated materials can lead to poor print quality, reduced mechanical properties, or defects in the printed parts. Vacuum pumps with integrated drying capabilities can be employed to create a low-pressure environment, effectively removing moisture from the materials before they are used in the printing process. This ensures the dryness and quality of the materials, resulting in improved print outcomes.
4. Resin Handling in Stereolithography (SLA): In SLA 3D printing, a liquid resin is selectively cured using light sources to create the desired object. Vacuum pumps are utilized to facilitate the resin handling process. They can be employed to degas or remove air bubbles from the liquid resin, ensuring a smooth and bubble-free flow during material dispensing. This helps to prevent defects and imperfections caused by trapped air or bubbles in the final printed part.
5. Enclosure Pressure Control: Some 3D printing processes, such as selective laser sintering (SLS) or binder jetting, require the printing chamber to be maintained at a specific pressure or controlled atmosphere. Vacuum pumps are used to create a controlled low-pressure or vacuum environment within the printing chamber, enabling precise pressure regulation and maintaining the desired conditions for optimal printing results. This control over the printing environment helps to prevent oxidation, improve material flow, and enhance the quality and consistency of printed parts.
6. Post-Processing and Cleaning: Vacuum pumps can also aid in post-processing steps and cleaning of 3D printed parts. For instance, in processes like support material removal or surface finishing, vacuum systems can assist in the removal of residual support structures or excess powder from printed objects. They can also be employed in vacuum-based cleaning methods, such as vapor smoothing, to achieve smoother surface finishes and enhance the aesthetics of the printed parts.
7. System Maintenance and Filtration: Vacuum pumps used in 3D printing systems require regular maintenance and proper filtration to ensure their efficient and reliable operation. Effective filtration systems within the vacuum pumps help to remove any contaminants or particles generated during printing, preventing their circulation and potential deposition on the printed parts. This helps to maintain the cleanliness of the printing environment and minimize the risk of defects or impurities in the final printed objects.
In summary, vacuum pumps have a significant impact on the quality of 3D printing. They contribute to material handling and filtration, build plate adhesion, material drying, resin handling in SLA, enclosure pressure control, post-processing and cleaning, as well as system maintenance and filtration. By utilizing vacuum pumps in these critical areas, 3D printing processes can achieve improved accuracy, dimensional stability, material quality, and overall print quality.

Can Vacuum Pumps Be Used in the Medical Field?
Yes, vacuum pumps have a wide range of applications in the medical field. Here’s a detailed explanation:
Vacuum pumps play a crucial role in various medical applications, providing suction or creating controlled vacuum environments. Here are some key areas where vacuum pumps are used in the medical field:
1. Negative Pressure Wound Therapy (NPWT):
Vacuum pumps are extensively utilized in negative pressure wound therapy, a technique used to promote wound healing. In NPWT, a vacuum pump creates a controlled low-pressure environment within a wound dressing, facilitating the removal of excess fluid, promoting blood flow, and accelerating the healing process.
2. Surgical Suction:
Vacuum pumps are an integral part of surgical suction systems. They provide the necessary suction force to remove fluids, gases, or debris from the surgical site during procedures. Surgical suction helps maintain a clear field of view for surgeons, enhances tissue visualization, and contributes to a sterile operating environment.
3. Anesthesia:
In anesthesia machines, vacuum pumps are used to create suction for various purposes:
– Airway Suction: Vacuum pumps assist in airway suctioning to clear secretions or obstructions from the patient’s airway during anesthesia or emergency situations.
– Evacuation of Gases: Vacuum pumps aid in removing exhaled gases from the patient’s breathing circuit, ensuring the delivery of fresh gas mixtures and maintaining appropriate anesthesia levels.
4. Laboratory Equipment:
Vacuum pumps are essential components in various medical laboratory equipment:
– Vacuum Ovens: Vacuum pumps are used in vacuum drying ovens, which are utilized for controlled drying or heat treatment of sensitive materials, samples, or laboratory glassware.
– Centrifugal Concentrators: Vacuum pumps are employed in centrifugal concentrators to facilitate the concentration or dehydration of biological samples, such as DNA, proteins, or viruses.
– Freeze Dryers: Vacuum pumps play a vital role in freeze-drying processes, where samples are frozen and then subjected to vacuum conditions to remove water via sublimation, preserving the sample’s structure and integrity.
5. Medical Suction Devices:
Vacuum pumps are utilized in standalone medical suction devices, commonly found in hospitals, clinics, and emergency settings. These devices create suction required for various medical procedures, including:
– Suctioning of Respiratory Secretions: Vacuum pumps assist in removing respiratory secretions or excess fluids from the airways of patients who have difficulty coughing or clearing their airways effectively.
– Thoracic Drainage: Vacuum pumps are used in chest drainage systems to evacuate air or fluid from the pleural cavity, helping in the treatment of conditions such as pneumothorax or pleural effusion.
– Obstetrics and Gynecology: Vacuum pumps are employed in devices used for vacuum-assisted deliveries, such as vacuum extractors, to aid in the safe delivery of babies during childbirth.
6. Blood Collection and Processing:
Vacuum pumps are utilized in blood collection systems and blood processing equipment:
– Blood Collection Tubes: Vacuum pumps are responsible for creating the vacuum inside blood collection tubes, facilitating the collection of blood samples for diagnostic testing.
– Blood Separation and Centrifugation: In blood processing equipment, vacuum pumps assist in the separation of blood components, such as red blood cells, plasma, and platelets, for various medical procedures and treatments.
7. Medical Imaging:
Vacuum pumps are used in certain medical imaging techniques:
– Electron Microscopy: Electron microscopes, including scanning electron microscopes and transmission electron microscopes, require a vacuum environment for high-resolution imaging. Vacuum pumps are employed to maintain the necessary vacuum conditions within the microscope chambers.
These are just a few examples of the wide-ranging applications of vacuum pumps in the medical field. Their ability to create suction and controlled vacuum environments makes them indispensable in medical procedures, wound healing, laboratory processes, anesthesia, and various other medical applications.


editor by Dream 2024-05-17
China supplier Oil Free Air Compressor Vacuum Pump for Mute 130W AC 100V 50Hz 60Hz 230V Medical Disinfectant Spray Equipment for 2L 3L Oxygen Making Machine vacuum pump adapter
Product Description
|
Model |
BST100AF/BS |
BST100/1.4-38AF/BS |
|
Voltage/frequency (V/Hz) |
220-240V/50Hz;110-115v/60Hz |
220-240V/50Hz;110-115v/60Hz |
|
Input power(W) |
≤135 |
≤175 |
|
Speed (r/min) |
≥1380 |
≥1380 |
|
Rated pressure (KPa) |
140KPa |
140KPa |
|
Max pressure(KPa) |
200KPa |
200KPa |
|
Restart pressure (KPa) |
0KPa |
0KPa |
|
Rated volume flow (m3/h) |
1.6m3/h@140KPa; |
2.3m3/h@140KPa; |
|
Noise dB(A) |
≤56dB(A) |
≤57dB(A) |
|
Ambient temperature ºC |
-5~40 ºC |
-5~40 ºC |
|
Insulation Class |
B |
B |
|
Cold insulation resistance (MΩ) |
≥100MΩ |
≥100MΩ |
|
Thermal protector |
Automatic reset 135±5ºC |
Automatic reset 135±5ºC |
|
Capacitance (μF) |
5μF±5% |
5μF±5% |
|
Net weight (Kg) |
3.2Kg |
3.2Kg |
|
Installation Dimensions (mm) |
114×70 mm |
114×70 mm |
|
External Dimensions (mm) |
172×89×143 mm |
172×89×143 mm |
|
Oxygen generator |
1L |
2L |
| Typical application | |
| Respirator (ventilator) | oxygenerator |
| Disinfectant sprayer | Blood analyzer |
| Clinical aspirator | Dialysis / hemodialysis |
| Dental vacuum drying oven | Air suspension system |
| Vending machines / coffee blenders and coffee machines | Massage chair |
| Chromatographic analyzer | Teaching instrument platform |
| On board access control system | Airborne oxygen generator |
Why choose CZPT air compressor
1. It saves 10-30% energy than the air compressor produced by ordinary manufacturers.
2. It is widely used in medical oxygen generator and ventilator .
3. A large number of high-speed train and automobile application cases, supporting – 41 to 70 ºC, 0-6000 CZPT above sea level .
4. Medium and high-end quality, with more than 7000 hours of trouble free operation for conventional products and more than 15000 hours of trouble free operation for high-end products.
5. Simple operation, convenient maintenance and remote guidance.
6. Faster delivery time, generally completed within 25 days within 1000 PCs.
Machine Parts
Name: Motor
Brand: COMBESTAIR
Original: China
1.The coil adopts the fine pure copper enameled wire, and the rotor adopts the famous brand silicon steel sheet such as ZheJiang baosteel.
2.The customer can choose the insulation grade B or F motor according to What he wants.
3.The motor has a built-in thermal protector, which can select external heat sensor.
4.Voltage from AC100V ~120V, 200V ~240V, 50Hz / 60Hz, DC6V~200V optional ; AC motor can choose double voltage double frequency ; DC Motor can choose the control of the infinitely variable speed.
Machine Parts
Name: Bearing
Brand: ERB , CZPT , NSK
Original: China ect.
1.Standard products choose the special bearing ‘ERB’ in oil-free compressor, and the environment temperature tolerance from -50ºC to 180 ºC . Ensure no fault operation for 20,000 hours.
2.Customers can select TPI, NSK and other imported bearings according to the working condition.
Machine Parts
Name: Valve plates
Brand: SANDVIK
Original: Sweden
1.Custom the valve steel of Sweden SANDVIK; Good flexibility and long durability.
2.Thickness from 0.08mm to 1.2mm, suitable for maximum pressure from 0.8 MPa to 1.2 MPa.
Machine Parts
Name: Piston ring
Brand: COMBESTAIR-OEM , Saint-Gobain
Original: China , France
1.Using domestic famous brand–Polytetrafluoroethylene composite material; Wear-resistant high temperature; Ensure more than 10,000 hours of service life.
2.High-end products: you can choose the ST.gobain’s piston ring from the American import.
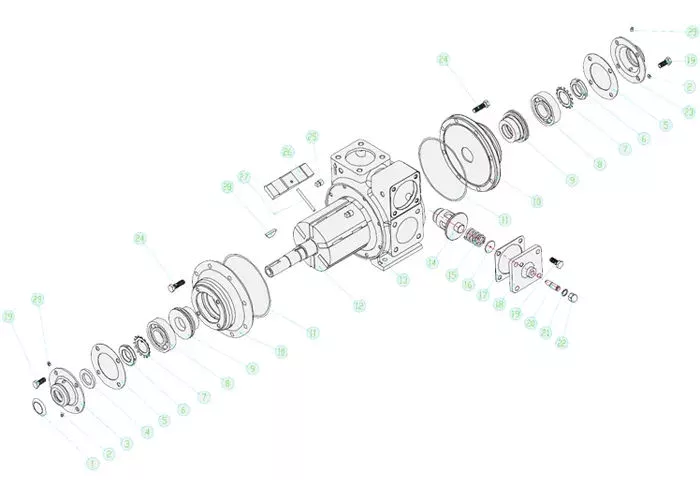
| serial number |
Code number | Name and specification | Quantity | Material | Note |
| 1 | 212571109 | Fan cover | 2 | Reinforced nylon 1571 | |
| 2 | 212571106 | Left fan | 1 | Reinforced nylon 1571 | |
| 3 | 212571101 | Left box | 1 | Die-cast aluminum alloy YL104 | |
| 4 | 212571301 | Connecting rod | 2 | Die-cast aluminum alloy YL104 | |
| 5 | 212571304 | Piston cup | 2 | PHB filled PTFE | |
| 6 | 212571302 | Clamp | 2 | Die-cast aluminum alloy YL102 | |
| 7 | 7050616 | Screw of cross head | 2 | Carbon structural steel of cold heading | M6•16 |
| 8 | 212571501 | Air cylinder | 2 | Thin wall pipe of aluninun alloy 6A02T4 | |
| 9 | 17103 | Seal ring of Cylinder | 2 | Silicone rubber | |
| 10 | 212571417 | Sealing ring of cylinder cover | 2 | Silicone rubber | |
| 11 | 212571401 | Cylinder head | 2 | Die-cast aluminum alloy YL102 | |
| 12 | 7571525 | Screw of inner hexagon Cylinder head | 12 | M5•25 | |
| 13 | 17113 | Sealing ring of connecting pipe | 4 | Silicong rubber | |
| 14 | 212571801 | Connecting pipe | 2 | Aluminum and aluminum alloy connecting rod LY12 | |
| 15 | 7100406 | Screw of Cross head | 4 | 1Cr13N19 | M4•6 |
| 16 | 212571409 | Limit block | 2 | Die-cast aluminum alloy YL102 | |
| 17 | 000402.2 | Air outlet valve | 2 | 7Cr27 quenching steel belt of The Swedish sandvik | |
| 18 | 212571403 | valve | 2 | Die-cast aluminum alloy YL102 | |
| 19 | 212571404 | Air inlet valve | 2 | 7Cr27 quenching steel belt of The Swedish sandvik | |
| 20 | 212571406 | Metal gasket | 2 | Stainless steel plate of heat and acidresistance | |
| 21 | 212571107 | Right fan | 1 | Reinforced nylon 1571 | |
| 22 | 212571201 | Crank | 2 | Gray castiron H20-40 | |
| 23 | 14040 | Bearing 6006-2Z | 2 | ||
| 24 | 70305 | Tighten screw of inner hexagon flat end | 2 | M8•8 | |
| 25 | 7571520 | Screw of inner hexagon Cylinder head | 2 | M5•20 | |
| 26 | 212571102 | Right box | 1 | Die-cast aluminum alloy YL104 | |
| 27 | 6P-4 | Lead protective ring | 1 | ||
| 28 | 7095712-211 | Hexagon head bolt | 2 | Carbon structural steel of cold heading | M5•152 |
| 29 | 715710-211 | Screw of Cross head | 2 | Carbon structural steel of cold heading | M5•120 |
| 30 | 16602 | Light spring washer | 4 | ø5 | |
| 31 | 212571600 | Stator | 1 | ||
| 32 | 70305 | Lock nut of hexagon flange faces | 2 | ||
| 33 | 212571700 | Rotor | 1 | ||
| 34 | 14032 | Bearing 6203-2Z | 2 |
FAQ
Q1: Are you factory or trade company?
A1: We are factory.
Q2: What the exactly address of your factory?
A2: Our factory is located in Linbei industrial area No.30 HangZhou City of ZHangZhoug Province, China
Q3: Warranty terms of your machine?
A3: Two years warranty for the machine and technical support according to your needs.
Q4: Will you provide some spare parts of the machines?
A4: Yes, of course.
Q5: How long will you take to arrange production?
A5: Generally, 1000 pcs can be delivered within 25 days
Q6: Can you accept OEM orders?
A6: Yes, with professional design team, OEM orders are highly welcome
Q7:Can you accept non-standard customization?
A7:We have the ability to develop new products and can customize, develop and research according to your requirements
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Remote Guided Maintenance |
|---|---|
| Warranty: | 2 Years |
| Principle: | Mixed-Flow Compressor |
| Samples: |
US$ 40/Set
1 Set(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

How to install a vacuum pump
A vacuum pump creates a relative vacuum within a sealed volume by drawing gas molecules from the sealed volume. Vacuum pumps can be used in a variety of industrial applications. They also offer various lubrication options. If you are considering purchasing, please understand its functions and features before purchasing.
How it works
The working principle of a vacuum pump is called gas transfer. The principle can be further divided into two basic categories: positive displacement and momentum transfer. At high pressure and moderate vacuum, gas molecules collide and move and create a viscous flow. At higher vacuum levels, gas molecules separate to create molecular or transitional flows.
Another principle of vacuum pumps is fluid-tightness. There are two main types of seals: rotary seals and screw seals. Rotary seals prevent liquid leakage, while screw seals only allow liquids to flow out at higher pressures. Some pumps may not use the third seal.
The flow rate of the vacuum pump determines the machine’s ability to pump a certain amount of material. A higher pumping speed will shorten the drain time. Therefore, the mass flow of the vacuum pump must be carefully considered. The speed and type of vacuum must also be considered.
The working principle of a vacuum pump is to push gas molecules from a high-pressure state to a low-pressure state. This creates a partial vacuum. There are many different types of vacuum pumps, each with different functions. Some are mechanical, some are chemical. In either case, their function is the same: to create a partial or complete vacuum. Vacuum pumps use a variety of technologies and are sized according to the application. Proper sizing is critical for optimum efficiency.
Gas transfer pumps use the same principles as vacuum pumps but use different technology. One of the earliest examples is the Archimedes spiral. Its structure consists of a single screw inside a hollow cylinder. More modern designs use double or triple screws. The rotation of the screw causes gas molecules to be trapped in the cavity between the screw and the housing. The fluid is then discharged at slightly above atmospheric pressure. This difference is called the compression ratio.
Another type of vacuum pump is a diffusion pump. Its main use is industrial vacuum processing. It is used in applications such as mass spectrometry, nanotechnology and analytical instrumentation. These pumps are generally inexpensive to purchase and operate.
Apply
Vacuum pumps are essential for many scientific and industrial processes. They are used in the production of vacuum tubes, CRTs, lamps and semiconductor processing. They can also be used to support mechanical equipment. For example, they can be mounted on the engine of a motor vehicle. Likewise, they can be used to power hydraulic components of aircraft. Among other uses, the vacuum pump helps calibrate the gyroscope.
Vacuum pumps are widely used in the pharmaceutical industry and are one of the largest users of this technology. They help deal with hazardous materials and eliminate waste quickly. They are also used in power jets, dump fuel tanks and rear doors, among others. However, they are sensitive to contamination and should only be used in environments where leaks can be prevented. Therefore, choosing the right fluid for the application is very important.
The most popular type of vacuum pump is the rotary vane pump. These pumps are known for their high pumping speed and low pressure. Their efficient pumping capacity allows them to reach pressures below 10-6 bar. Additionally, they are usually oil-sealed and have excellent vacuuming capabilities.
Vacuum pumps are often used to remove air from closed systems. They create a vacuum by reducing the density of the air in the compressed space. This is done by using the mechanical force energy generated by the rotating shaft. When the pump is under pressure, it converts this energy into pneumatic power. When the pressure is different, the energy produced depends on the volume of the gas and the pressure difference between the inner and outer atmospheres.
Vacuum pumps are also used in the manufacture of solar cells. They are used in the manufacture of solar cells, including ingot casting processes as well as cell and module processes. The design of the vacuum system plays an important role in reducing the cost of the process, thus making it profitable. Due to their low maintenance costs, they are an invaluable tool for making solar cells.
Vacuum pumps are widely used in many applications. In addition to industrial and research uses, they are also used in water remediation. 
Oil Lubrication Option
Vacuum pumps are available in a variety of oil lubrication options. Choosing the right lubricant can help protect your vacuum pump and maximize its performance. Different base oils may contain different additives, such as antioxidants, and some contain additional additives for specific purposes. You should choose an oil with the right concentration of these additives for optimal lubrication of your vacuum pump.
Vacuum pumps are usually lubricated with paraffinic mineral oil. However, this type of lubricant evaporates as the temperature increases. To minimize evaporative losses, choose a lubricant with low vapor pressure. Also, you should choose lubricants that are resistant to extreme temperatures. Extreme temperatures can put extra stress on the oil and can even significantly shorten the life of the oil.
In terms of viscosity, synthetic oils are the best choice for vacuum pumps. These types of oils are designed to resist gas dissolution and are more resistant to corrosion. Therefore, synthetic oils are ideal for handling aggressive substances. Whether or not your pump needs lubrication, choosing a quality product is important.
The vacuum pump oil should be changed periodically according to the manufacturer’s recommendations. If you use a filter, you should also change the oil as soon as the filter reaches the end of its life. Unplanned oil changes will eventually cause the vacuum pump to not reach its maximum vacuum capacity.
You can buy vacuum pump oil from vacuum pump manufacturers or other suppliers. These options are available in a variety of sizes, and labels can be customized. The oil should be designed for the pump. However, you should check the manufacturer’s recommendations to avoid buying the wrong type.
If you choose to use a synthetic oil, it is important to use a good quality oil. It helps the pump work more efficiently and prolong its life. 
Install
After choosing a suitable location, the next step is to install the pump. First, place the pump on a flat surface. Then, screw the pump onto the motor body above the check valve. Make sure the accessories are wrapped with sealing tape and secured with screws. The direction of gas inflow and outflow is indicated by arrows on the pump. The direction of rotation around the pump is also shown.
During commissioning, check the operation of each part of the pump. If the pump is equipped with a pipe connection, the pipe should be the same size and shape as the pump flange. Also, make sure that the piping does not cause any pressure drop. In addition, the first three weeks of operation require the installation of protective nets at the suction ports.
When selecting a pump, consider the back pressure of the system. Too much back pressure will affect the capacity of the vacuum pump. Also, check the temperature of the seal. If the temperature is too high, the seal may be damaged. It could also be due to a partially closed valve in the recirculation line or a clogged filter. Circulation pumps and heat exchangers should also be checked for fouling.
The vacuum pump is usually installed in the chassis area of the car. They can be mounted next to the engine or on a lower support frame. They are usually fastened to the bracket using suitable shock absorbers and isolating elements. However, before installing the vacuum pump, be sure to check the vacuum pump’s wiring harness before connecting it to the vehicle.
In many experimental setups, a vacuum pump is essential. However, improperly installed vacuum pumps can expose users to harmful vapors and chemicals. Appropriate plugs and belt guards should be installed to prevent any accidental chemical exposure. It is also important to install a fume hood for the pump.
In most cases, vacuum pumps come with installation manuals and instructions. Some manufacturers even offer start-up assistance if needed.
editor by Dream 2024-05-17
China supplier CE Aproved 5.5HP High Suction Vacuum Pumps Price for Vacuum Lifting vacuum pump oil
Product Description
Product Parameters
| Product Name | CE Aproved 5.5HP High Suction Vacuum Pumps Price for Vacuum Lifting | |
| Model No. | GHBG 5D5 36 2R5 | |
| Frequency | 50Hz | 60Hz |
| Rated Power | 4kW | 4.6kW |
| Rated Voltage | 345-415△(V) | 380-480△(V) |
| Rated Current | 9.0△(A) | 9.5△(A) |
| Max Airflow | 120m³/h | 145m³/h |
| Max Vacuum | -500mbar | -530mbar |
| Max Pressure | 820mbar | 810mbar |
| Sound | 65db(A) | 71db(A) |
| Weight | 51kg | 51kg |
Product Features
GOORUI Side channel blowers are maintenance-free:
·External, permanently lubricated bearings
·Contactless rotating impellers
·Fan-cooled motors
CHINAMFG Side channel blowers are user-friendly:
·Weight-optimised design through aluminum pressure casting parts
·Possibility for a vertical or horizontal installation
·Suitability for converter operation
CHINAMFG Side channel blowers are environmentally friendly:
·Oil-free operation
·Low energy requirement
·Low noise emission
CHINAMFG Side channel blowers can be used world-wide:
·50/60Hz voltage range motors of the Iso class F
·Protection type IP55 with an integrated thermal protection switch (standard)
·CE, TUV, RoHS, CCC and ISO9001 certifications
Performance Curves
Dimensions
Installation Instructions
Company Profile
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Side Channel Pump |
| Exhauster Method: | Vortex Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Suction/ Discharge |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

How Are Vacuum Pumps Employed in the Production of Electronic Components?
Vacuum pumps play a crucial role in the production of electronic components. Here’s a detailed explanation:
The production of electronic components often requires controlled environments with low or no atmospheric pressure. Vacuum pumps are employed in various stages of the production process to create and maintain these vacuum conditions. Here are some key ways in which vacuum pumps are used in the production of electronic components:
1. Deposition Processes: Vacuum pumps are extensively used in deposition processes, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), which are commonly employed for thin film deposition on electronic components. These processes involve the deposition of materials onto substrates in a vacuum chamber. Vacuum pumps help create and maintain the necessary vacuum conditions required for precise and controlled deposition of the thin films.
2. Etching and Cleaning: Etching and cleaning processes are essential in the fabrication of electronic components. Vacuum pumps are used to create a vacuum environment in etching and cleaning chambers, where reactive gases or plasmas are employed to remove unwanted materials or residues from the surfaces of the components. The vacuum pumps help evacuate the chamber and ensure the efficient removal of byproducts and waste gases.
3. Drying and Bake-out: Vacuum pumps are utilized in the drying and bake-out processes of electronic components. After wet processes, such as cleaning or wet etching, components need to be dried thoroughly. Vacuum pumps help create a vacuum environment that facilitates the removal of moisture or solvents from the components, ensuring their dryness before subsequent processing steps. Additionally, vacuum bake-out is employed to remove moisture or other contaminants trapped within the components’ materials or structures, enhancing their reliability and performance.
4. Encapsulation and Packaging: Vacuum pumps are involved in the encapsulation and packaging stages of electronic component production. These processes often require the use of vacuum-sealed packaging to protect the components from environmental factors such as moisture, dust, or oxidation. Vacuum pumps assist in evacuating the packaging materials, creating a vacuum-sealed environment that helps maintain the integrity and longevity of the electronic components.
5. Testing and Quality Control: Vacuum pumps are utilized in testing and quality control processes for electronic components. Some types of testing, such as hermeticity testing, require the creation of a vacuum environment for evaluating the sealing integrity of electronic packages. Vacuum pumps help evacuate the testing chambers, ensuring accurate and reliable test results.
6. Soldering and Brazing: Vacuum pumps play a role in soldering and brazing processes for joining electronic components and assemblies. Vacuum soldering is a technique used to achieve high-quality solder joints by removing air and reducing the risk of voids, flux residuals, or oxidation. Vacuum pumps assist in evacuating the soldering chambers, creating the required vacuum conditions for precise and reliable soldering or brazing.
7. Surface Treatment: Vacuum pumps are employed in surface treatment processes for electronic components. These processes include plasma cleaning, surface activation, or surface modification techniques. Vacuum pumps help create the necessary vacuum environment where plasma or reactive gases are used to treat the component surfaces, improving adhesion, promoting bonding, or altering surface properties.
It’s important to note that different types of vacuum pumps may be used in electronic component production, depending on the specific process requirements. Commonly used vacuum pump technologies include rotary vane pumps, turbo pumps, cryogenic pumps, and dry pumps.
In summary, vacuum pumps are essential in the production of electronic components, facilitating deposition processes, etching and cleaning operations, drying and bake-out stages, encapsulation and packaging, testing and quality control, soldering and brazing, as well as surface treatment. They enable the creation and maintenance of controlled vacuum environments, ensuring precise and reliable manufacturing processes for electronic components.
How Do Vacuum Pumps Impact the Quality of 3D Printing?
Vacuum pumps play a significant role in improving the quality and performance of 3D printing processes. Here’s a detailed explanation:
3D printing, also known as additive manufacturing, is a process of creating three-dimensional objects by depositing successive layers of material. Vacuum pumps are utilized in various aspects of 3D printing to enhance the overall quality, accuracy, and reliability of printed parts. Here are some key ways in which vacuum pumps impact 3D printing:
1. Material Handling and Filtration: Vacuum pumps are used in 3D printing systems to handle and control the flow of materials. They create the necessary suction force to transport powdered materials, such as polymers or metal powders, from storage containers to the printing chamber. Vacuum systems also assist in filtering and removing unwanted particles or impurities from the material, ensuring the purity and consistency of the feedstock. This helps to prevent clogging or contamination issues during the printing process.
2. Build Plate Adhesion: Proper adhesion of the printed object to the build plate is crucial for achieving dimensional accuracy and preventing warping or detachment during the printing process. Vacuum pumps are employed to create a vacuum environment or suction force that securely holds the build plate and ensures firm adhesion between the first layer of the printed object and the build surface. This promotes stability and minimizes the risk of layer shifting or deformation during the printing process.
3. Material Drying: Many 3D printing materials, such as filament or powdered polymers, can absorb moisture from the surrounding environment. Moisture-contaminated materials can lead to poor print quality, reduced mechanical properties, or defects in the printed parts. Vacuum pumps with integrated drying capabilities can be employed to create a low-pressure environment, effectively removing moisture from the materials before they are used in the printing process. This ensures the dryness and quality of the materials, resulting in improved print outcomes.
4. Resin Handling in Stereolithography (SLA): In SLA 3D printing, a liquid resin is selectively cured using light sources to create the desired object. Vacuum pumps are utilized to facilitate the resin handling process. They can be employed to degas or remove air bubbles from the liquid resin, ensuring a smooth and bubble-free flow during material dispensing. This helps to prevent defects and imperfections caused by trapped air or bubbles in the final printed part.
5. Enclosure Pressure Control: Some 3D printing processes, such as selective laser sintering (SLS) or binder jetting, require the printing chamber to be maintained at a specific pressure or controlled atmosphere. Vacuum pumps are used to create a controlled low-pressure or vacuum environment within the printing chamber, enabling precise pressure regulation and maintaining the desired conditions for optimal printing results. This control over the printing environment helps to prevent oxidation, improve material flow, and enhance the quality and consistency of printed parts.
6. Post-Processing and Cleaning: Vacuum pumps can also aid in post-processing steps and cleaning of 3D printed parts. For instance, in processes like support material removal or surface finishing, vacuum systems can assist in the removal of residual support structures or excess powder from printed objects. They can also be employed in vacuum-based cleaning methods, such as vapor smoothing, to achieve smoother surface finishes and enhance the aesthetics of the printed parts.
7. System Maintenance and Filtration: Vacuum pumps used in 3D printing systems require regular maintenance and proper filtration to ensure their efficient and reliable operation. Effective filtration systems within the vacuum pumps help to remove any contaminants or particles generated during printing, preventing their circulation and potential deposition on the printed parts. This helps to maintain the cleanliness of the printing environment and minimize the risk of defects or impurities in the final printed objects.
In summary, vacuum pumps have a significant impact on the quality of 3D printing. They contribute to material handling and filtration, build plate adhesion, material drying, resin handling in SLA, enclosure pressure control, post-processing and cleaning, as well as system maintenance and filtration. By utilizing vacuum pumps in these critical areas, 3D printing processes can achieve improved accuracy, dimensional stability, material quality, and overall print quality.

Can Vacuum Pumps Be Used in Food Processing?
Yes, vacuum pumps are widely used in food processing for various applications. Here’s a detailed explanation:
Vacuum pumps play a crucial role in the food processing industry by enabling the creation and maintenance of vacuum or low-pressure environments. They offer several benefits in terms of food preservation, packaging, and processing. Here are some common applications of vacuum pumps in food processing:
1. Vacuum Packaging: Vacuum pumps are extensively used in vacuum packaging processes. Vacuum packaging involves removing air from the packaging container to create a vacuum-sealed environment. This process helps extend the shelf life of food products by inhibiting the growth of spoilage-causing microorganisms and reducing oxidation. Vacuum pumps are used to evacuate the air from the packaging, ensuring a tight seal and maintaining the quality and freshness of the food.
2. Freeze Drying: Vacuum pumps are essential in freeze drying or lyophilization processes used in food processing. Freeze drying involves removing moisture from food products while they are frozen, preserving their texture, flavor, and nutritional content. Vacuum pumps create a low-pressure environment that allows frozen water to directly sublimate from solid to vapor, resulting in the removal of moisture from the food without causing damage or loss of quality.
3. Vacuum Cooling: Vacuum pumps are utilized in vacuum cooling processes for rapid and efficient cooling of food products. Vacuum cooling involves placing the food in a vacuum chamber and reducing the pressure. This lowers the boiling point of water, facilitating the rapid evaporation of moisture and heat from the food, thereby cooling it quickly. Vacuum cooling helps maintain the freshness, texture, and quality of delicate food items such as fruits, vegetables, and bakery products.
4. Vacuum Concentration: Vacuum pumps are employed in vacuum concentration processes in the food industry. Vacuum concentration involves removing excess moisture from liquid food products to increase their solids content. By creating a vacuum, the boiling point of the liquid is reduced, allowing for gentle evaporation of water while preserving the desired flavors, nutrients, and viscosity of the product. Vacuum concentration is commonly used in the production of juices, sauces, and concentrates.
5. Vacuum Mixing and Deaeration: Vacuum pumps are used in mixing and deaeration processes in food processing. In the production of certain food products such as chocolates, confectioneries, and sauces, vacuum mixing is employed to remove air bubbles, achieve homogeneity, and improve product texture. Vacuum pumps aid in the removal of entrapped air and gases, resulting in smooth and uniform food products.
6. Vacuum Filtration: Vacuum pumps are utilized in food processing for vacuum filtration applications. Vacuum filtration involves separating solids from liquids or gases using a filter medium. Vacuum pumps create suction that draws the liquid or gas through the filter, leaving behind the solid particles. Vacuum filtration is commonly used in processes such as clarifying liquids, removing impurities, and separating solids from liquids in the production of beverages, oils, and dairy products.
7. Marinating and Brining: Vacuum pumps are employed in marinating and brining processes in the food industry. By applying a vacuum to the marinating or brining container, the pressure is reduced, allowing the marinade or brine to penetrate the food more efficiently. Vacuum marinating and brining help enhance flavor absorption, reduce marinating time, and improve the overall taste and texture of the food.
8. Controlled Atmosphere Packaging: Vacuum pumps are used in controlled atmosphere packaging (CAP) systems in the food industry. CAP involves modifying the gas composition within food packaging to extend the shelf life and maintain the quality of perishable products. Vacuum pumps aid in the removal of oxygen or other unwanted gases from the package, allowing the introduction of a desired gas mixture that preserves the food’s freshness and inhibits microbial growth.
These are just a few examples of how vacuum pumps are used in food processing. The ability to create and control vacuum or low-pressure environments is a valuable asset in preserving food quality, enhancing shelf life, and facilitating various processing techniques in the food industry.
editor by Dream 2024-05-09
China supplier CNC Router Blower Parts Vacuum Pump vacuum pump design
Product Description
| Model | Stage/Phase | Frequency | Power | Voltage | Current | Airflow | Vacuum | Pressure | Noise | weight | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hz | KW | V | A | m3/h | mbar | mbar | db | KG | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2JM 820 H37 | Single/Three | 50 | 11 | 345-415△/6
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Can Vacuum Pumps Be Used for Vacuum Packaging?Yes, vacuum pumps can be used for vacuum packaging. Here’s a detailed explanation: Vacuum packaging is a method used to remove air from a package or container, creating a vacuum environment. This process helps to extend the shelf life of perishable products, prevent spoilage, and maintain product freshness. Vacuum pumps play a crucial role in achieving the desired vacuum level for effective packaging. When it comes to vacuum packaging, there are primarily two types of vacuum pumps commonly used: 1. Single-Stage Vacuum Pumps: Single-stage vacuum pumps are commonly used for vacuum packaging applications. These pumps use a single rotating vane or piston to create a vacuum. They can achieve moderate vacuum levels suitable for most packaging requirements. Single-stage pumps are relatively simple in design, compact, and cost-effective. 2. Rotary Vane Vacuum Pumps: Rotary vane vacuum pumps are another popular choice for vacuum packaging. These pumps utilize multiple vanes mounted on a rotor to create a vacuum. They offer higher vacuum levels compared to single-stage pumps, making them suitable for applications that require deeper levels of vacuum. Rotary vane pumps are known for their reliability, consistent performance, and durability. When using vacuum pumps for vacuum packaging, the following steps are typically involved: 1. Preparation: Ensure that the packaging material, such as vacuum bags or containers, is suitable for vacuum packaging and can withstand the vacuum pressure without leakage. Place the product to be packaged inside the appropriate packaging material. 2. Sealing: Properly seal the packaging material, either by heat sealing or using specialized vacuum sealing equipment. This ensures an airtight enclosure for the product. 3. Vacuum Pump Operation: Connect the vacuum pump to the packaging equipment or directly to the packaging material. Start the vacuum pump to initiate the vacuuming process. The pump will remove the air from the packaging, creating a vacuum environment. 4. Vacuum Level Control: Monitor the vacuum level during the packaging process using pressure gauges or vacuum sensors. Depending on the specific packaging requirements, adjust the vacuum level accordingly. The goal is to achieve the desired vacuum level suitable for the product being packaged. 5. Sealing and Closure: Once the desired vacuum level is reached, seal the packaging material completely to maintain the vacuum environment. This can be done by heat sealing the packaging material or using specialized sealing mechanisms designed for vacuum packaging. 6. Product Labeling and Storage: After sealing, label the packaged product as necessary and store it appropriately, considering factors such as temperature, humidity, and light exposure, to maximize product shelf life. It’s important to note that the specific vacuum level required for vacuum packaging may vary depending on the product being packaged. Some products may require a partial vacuum, while others may require a more stringent vacuum level. The choice of vacuum pump and the control mechanisms employed will depend on the specific vacuum packaging requirements. Vacuum pumps are widely used in various industries for vacuum packaging applications, including food and beverage, pharmaceuticals, electronics, and more. They provide an efficient and reliable means of creating a vacuum environment, helping to preserve product quality and extend shelf life.
Can Vacuum Pumps Be Used for Leak Detection?Yes, vacuum pumps can be used for leak detection purposes. Here’s a detailed explanation: Leak detection is a critical task in various industries, including manufacturing, automotive, aerospace, and HVAC. It involves identifying and locating leaks in a system or component that may result in the loss of fluids, gases, or pressure. Vacuum pumps can play a significant role in leak detection processes by creating a low-pressure environment and facilitating the detection of leaks through various methods. Here are some ways in which vacuum pumps can be used for leak detection: 1. Vacuum Decay Method: The vacuum decay method is a common technique used for leak detection. It involves creating a vacuum in a sealed system or component using a vacuum pump and monitoring the pressure change over time. If there is a leak present, the pressure will gradually increase due to the ingress of air or gas. By measuring the rate of pressure rise, the location and size of the leak can be estimated. Vacuum pumps are used to evacuate the system and establish the initial vacuum required for the test. 2. Bubble Testing: Bubble testing is a simple and visual method for detecting leaks. In this method, the component or system being tested is pressurized with a gas, and then immersed in a liquid, typically soapy water. If there is a leak, the gas escaping from the component will form bubbles in the liquid, indicating the presence and location of the leak. Vacuum pumps can be used to create a pressure differential that forces gas out of the leak, making it easier to detect the bubbles. 3. Helium Leak Detection: Helium leak detection is a highly sensitive method used to locate extremely small leaks. Helium, being a small atom, can easily penetrate small openings and leaks. In this method, the system or component is pressurized with helium gas, and a vacuum pump is used to evacuate the surrounding area. A helium leak detector is then used to sniff or scan the area for the presence of helium, indicating the location of the leak. Vacuum pumps are essential for creating the low-pressure environment required for this method and ensuring accurate detection. 4. Pressure Change Testing: Vacuum pumps can also be used in pressure change testing for leak detection. This method involves pressurizing a system or component and then isolating it from the pressure source. The pressure is monitored over time, and any significant pressure drop indicates the presence of a leak. Vacuum pumps can be used to evacuate the system after pressurization, returning it to atmospheric pressure for comparison or retesting. 5. Mass Spectrometer Leak Detection: Mass spectrometer leak detection is a highly sensitive and precise method used to identify and quantify leaks. It involves introducing a tracer gas, usually helium, into the system or component being tested. A vacuum pump is used to evacuate the surrounding area, and a mass spectrometer is employed to analyze the gas samples for the presence of the tracer gas. This method allows for accurate detection and quantification of leaks down to very low levels. Vacuum pumps are crucial for creating the necessary vacuum conditions and ensuring reliable results. In summary, vacuum pumps can be effectively used for leak detection purposes. They facilitate various leak detection methods such as vacuum decay, bubble testing, helium leak detection, pressure change testing, and mass spectrometer leak detection. Vacuum pumps create the required low-pressure environment, assist in evacuating the system or component being tested, and enable accurate and reliable leak detection. The choice of vacuum pump depends on the specific requirements of the leak detection method and the sensitivity needed for the application.
Are There Different Types of Vacuum Pumps Available?Yes, there are various types of vacuum pumps available, each designed to suit specific applications and operating principles. Here’s a detailed explanation: Vacuum pumps are classified based on their operating principles, mechanisms, and the type of vacuum they can generate. Some common types of vacuum pumps include: 1. Rotary Vane Vacuum Pumps: – Description: Rotary vane pumps are positive displacement pumps that use rotating vanes to create a vacuum. The vanes slide in and out of slots in the pump rotor, trapping and compressing gas to create suction and generate a vacuum. – Applications: Rotary vane vacuum pumps are widely used in applications requiring moderate vacuum levels, such as laboratory vacuum systems, packaging, refrigeration, and air conditioning. 2. Diaphragm Vacuum Pumps: – Description: Diaphragm pumps use a flexible diaphragm that moves up and down to create a vacuum. The diaphragm separates the vacuum chamber from the driving mechanism, preventing contamination and oil-free operation. – Applications: Diaphragm vacuum pumps are commonly used in laboratories, medical equipment, analysis instruments, and applications where oil-free or chemical-resistant vacuum is required. 3. Scroll Vacuum Pumps: – Description: Scroll pumps have two spiral-shaped scrolls—one fixed and one orbiting—which create a series of moving crescent-shaped gas pockets. As the scrolls move, gas is continuously trapped and compressed, resulting in a vacuum. – Applications: Scroll vacuum pumps are suitable for applications requiring a clean and dry vacuum, such as analytical instruments, vacuum drying, and vacuum coating. 4. Piston Vacuum Pumps: – Description: Piston pumps use reciprocating pistons to create a vacuum by compressing gas and then releasing it through valves. They can achieve high vacuum levels but may require lubrication. – Applications: Piston vacuum pumps are used in applications requiring high vacuum levels, such as vacuum furnaces, freeze drying, and semiconductor manufacturing. 5. Turbo Molecular Vacuum Pumps: – Description: Turbo pumps use high-speed rotating blades or impellers to create a molecular flow, continuously pumping gas molecules out of the system. They typically require a backing pump to operate. – Applications: Turbo molecular pumps are used in high vacuum applications, such as semiconductor fabrication, research laboratories, and mass spectrometry. 6. Diffusion Vacuum Pumps: – Description: Diffusion pumps rely on the diffusion of gas molecules and their subsequent removal by a high-speed jet of vapor. They operate at high vacuum levels and require a backing pump. – Applications: Diffusion pumps are commonly used in applications requiring high vacuum levels, such as vacuum metallurgy, space simulation chambers, and particle accelerators. 7. Cryogenic Vacuum Pumps: – Description: Cryogenic pumps use extremely low temperatures to condense and capture gas molecules, creating a vacuum. They rely on cryogenic fluids, such as liquid nitrogen or helium, for operation. – Applications: Cryogenic vacuum pumps are used in ultra-high vacuum applications, such as particle physics research, material science, and fusion reactors. These are just a few examples of the different types of vacuum pumps available. Each type has its advantages, limitations, and suitability for specific applications. The choice of vacuum pump depends on factors like required vacuum level, gas compatibility, reliability, cost, and the specific needs of the application.
China supplier Laboratory Disinfection Oilless Piston Vacuum Pump 100L/Min a/c vacuum pumpProduct Description
Product Parameters Complete solution leader in oilless air pump field * Oilless operation
Detailed Photos
Our Advantages
*Bearing 1.Standard product with ERB bearing, 14000 hours operation. 2.Customized imported TPI/NSK bearing *Motor 1.The coil adopts the fine pure copper enameled wire. 2.The rotor adopts the famous brand silicon steel sheet such as ZheJiang baosteel. *Valve 1.The valve steel of Sweden SANDVIK; Good flexibility and long durability. 2.Thickness from 0.08mm to 1.2mm, suitable for maximum pressure from 0.8 MPa to 1.2 MPa. *Piston ring 1.Wear-resistant high temperature; Ensure more than 10,000 hours of service life. 2.Customized imported piston ring. Product Application
Our manufacturing process
We design and produce all main parts by ourselves, along with the standard procedure and test equipment, so we can better control the quality and cost.Our factory starts from die-casting of aluminium, motor production, precision finishing, automatic assembly of pumps, the capacity is 300,000 units per month,we provide OEM/ODM service so that can better achieve high-end customization and development for customers. Our company possess strong technical research and development force, owns self-design and new product development capabilities, we concentrate on building a “flagship type” enterprise with the whole series of product lines of domestic and international medical use oilless air pumps.Technological innovation is the source of enterprise’s high quality development. We have a complete set of testing laboratories such as motor lab,high and low temperature lab,ROHS lab and Life test etc. Our factory owns 8 motor production lines,16 aluminum die-casting machines, more than 150 high precision CNC lathes and more than 20 CNC machines. From the essential motor design to the entire design of the pump, it has been professionally tested, verified and validated, Our factory has full vertical integration for whole supply chain,So the quality can be firmly controlled by ourselves.
Our Service
Certifications
We specialize in the designing and manufacturing various kinds of oil free air compressor, vacuum pump since 2571,especially for medical applicaton,we are the vendor of Omron, Panasonic,Invacare, Nidek Medical etc. Strive for survival by quality, seek benefits from management. Our company regards product quality as the life and continuous pursuit of the enterprise. Our company complies with the requirements of, implements the standardized management of R&D,production,quality assurance and production services, and sets up the strict operation specifications and procedures for each process. Our products have passed the ETL,CE,CCC and other certifications, CHINAMFG the leading level in the world.Our company has more than 20 invention patents and utility patents. Our company has acquired the certifications of “National High-Tech Enterprises”,”ZheJiang Private Science and Technology Enterprises”,”ZheJiang Engineering Technology Center” and so on. We are dedicated to working with the global intelligent product brand owners, retailers and distributors to establish a CHINAMFG long-term OEM / ODM business partnerships. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
Can Vacuum Pumps Be Used in the Aerospace Sector?Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation: Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include: 1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions. 2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems. 3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft. 4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers. 5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components. 6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios. 7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency. It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures. In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.
How Do Vacuum Pumps Affect the Performance of Vacuum Chambers?When it comes to the performance of vacuum chambers, vacuum pumps play a critical role. Here’s a detailed explanation: Vacuum chambers are enclosed spaces designed to create and maintain a low-pressure environment. They are used in various industries and scientific applications, such as manufacturing, research, and material processing. Vacuum pumps are used to evacuate air and other gases from the chamber, creating a vacuum or low-pressure condition. The performance of vacuum chambers is directly influenced by the characteristics and operation of the vacuum pumps used. Here are some key ways in which vacuum pumps affect the performance of vacuum chambers: 1. Achieving and Maintaining Vacuum Levels: The primary function of vacuum pumps is to create and maintain the desired vacuum level within the chamber. Vacuum pumps remove air and other gases, reducing the pressure inside the chamber. The efficiency and capacity of the vacuum pump determine how quickly the desired vacuum level is achieved and how well it is maintained. High-performance vacuum pumps can rapidly evacuate the chamber and maintain the desired vacuum level even when there are gas leaks or continuous gas production within the chamber. 2. Pumping Speed: The pumping speed of a vacuum pump refers to the volume of gas it can remove from the chamber per unit of time. The pumping speed affects the rate at which the chamber can be evacuated and the time required to achieve the desired vacuum level. A higher pumping speed allows for faster evacuation and shorter cycle times, improving the overall efficiency of the vacuum chamber. 3. Ultimate Vacuum Level: The ultimate vacuum level is the lowest pressure that can be achieved in the chamber. It depends on the design and performance of the vacuum pump. Higher-quality vacuum pumps can achieve lower ultimate vacuum levels, which are important for applications requiring higher levels of vacuum or for processes that are sensitive to residual gases. 4. Leak Detection and Gas Removal: Vacuum pumps can also assist in leak detection and gas removal within the chamber. By continuously evacuating the chamber, any leaks or gas ingress can be identified and addressed promptly. This ensures that the chamber maintains the desired vacuum level and minimizes the presence of contaminants or unwanted gases. 5. Contamination Control: Some vacuum pumps, such as oil-sealed pumps, use lubricating fluids that can introduce contaminants into the chamber. These contaminants may be undesirable for certain applications, such as semiconductor manufacturing or research. Therefore, the choice of vacuum pump and its potential for introducing contaminants should be considered to maintain the required cleanliness and purity of the vacuum chamber. 6. Noise and Vibrations: Vacuum pumps can generate noise and vibrations during operation, which can impact the performance and usability of the vacuum chamber. Excessive noise or vibrations can interfere with delicate experiments, affect the accuracy of measurements, or cause mechanical stress on the chamber components. Selecting vacuum pumps with low noise and vibration levels is important for maintaining optimal chamber performance. It’s important to note that the specific requirements and performance factors of a vacuum chamber can vary depending on the application. Different types of vacuum pumps, such as rotary vane pumps, dry pumps, or turbomolecular pumps, offer varying capabilities and features that cater to specific needs. The choice of vacuum pump should consider factors such as the desired vacuum level, pumping speed, ultimate vacuum, contamination control, noise and vibration levels, and compatibility with the chamber materials and gases used. In summary, vacuum pumps have a significant impact on the performance of vacuum chambers. They enable the creation and maintenance of the desired vacuum level, affect the pumping speed and ultimate vacuum achieved, assist in leak detection and gas removal, and influence contamination control. Careful consideration of the vacuum pump selection ensures optimal chamber performance for various applications.
What Industries Commonly Rely on Vacuum Pump Technology?Vacuum pump technology finds applications in various industries where creating and controlling vacuum or low-pressure environments is crucial. Here’s a detailed explanation: 1. Manufacturing and Production: Vacuum pumps are extensively used in manufacturing and production processes across multiple industries. They are employed for tasks such as vacuum molding, vacuum packaging, vacuum degassing, vacuum drying, and vacuum distillation. Industries like automotive, aerospace, electronics, pharmaceuticals, and food processing rely on vacuum pump technology to achieve precise and controlled manufacturing conditions. 2. Chemical and Pharmaceutical: The chemical and pharmaceutical industries heavily rely on vacuum pumps for numerous applications. These include solvent recovery, vacuum filtration, vacuum drying, distillation, crystallization, and evaporation. Vacuum pumps enable these industries to carry out critical processes under reduced pressure, ensuring efficient separation, purification, and synthesis of various chemical compounds and pharmaceutical products. 3. Semiconductor and Electronics: The semiconductor and electronics industries extensively use vacuum pumps for manufacturing microchips, electronic components, and electronic devices. Vacuum pumps are crucial in processes such as physical vapor deposition (PVD), chemical vapor deposition (CVD), etching, ion implantation, and sputtering. These processes require controlled vacuum conditions to ensure precise deposition, surface modification, and contamination-free manufacturing. 4. Research and Development: Vacuum pump technology is integral to research and development activities across scientific disciplines. It supports experiments and investigations in fields such as physics, chemistry, materials science, biology, and environmental science. Vacuum pumps facilitate processes like freeze drying, vacuum distillation, vacuum evaporation, vacuum spectroscopy, and creating controlled atmospheric conditions for studying various phenomena. 5. Food and Beverage: The food and beverage industry relies on vacuum pumps for packaging and preservation purposes. Vacuum sealing is used to extend the shelf life of food products by removing air and creating a vacuum-sealed environment that inhibits spoilage and maintains freshness. Vacuum pumps are also used in processes like freeze drying, vacuum concentration, and vacuum cooling. 6. Oil and Gas: In the oil and gas industry, vacuum pumps play a role in various applications. They are used for crude oil vacuum distillation, vacuum drying, vapor recovery, gas compression, and gas stripping processes. Vacuum pumps help maintain optimal conditions during oil refining, gas processing, and petrochemical manufacturing. 7. Environmental and Waste Management: Vacuum pumps are employed in environmental and waste management applications. They are used for tasks such as soil vapor extraction, groundwater remediation, landfill gas recovery, and wastewater treatment. Vacuum pumps facilitate the removal and containment of gases, vapors, and pollutants, contributing to environmental protection and sustainable waste management. 8. Medical and Healthcare: The medical and healthcare sectors utilize vacuum pumps for various purposes. They are used in medical equipment such as vacuum-assisted wound therapy devices, vacuum-based laboratory analyzers, and vacuum suction systems in hospitals and clinics. Vacuum pumps are also used in medical research, pharmaceutical production, and medical device manufacturing. 9. Power Generation: Vacuum pumps play a role in power generation industries, including nuclear power plants and thermal power plants. They are used for steam condensation, turbine blade cooling, vacuum drying during transformer manufacturing, and vacuum systems for testing and maintenance of power plant equipment. 10. HVAC and Refrigeration: The HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries rely on vacuum pumps for system installation, maintenance, and repair. Vacuum pumps are used to evacuate air and moisture from refrigerant lines and HVAC systems, ensuring optimal system performance and efficiency. These are just a few examples of industries that commonly rely on vacuum pump technology. The versatility and wide-ranging applications of vacuum pumps make them indispensable tools across numerous sectors, enabling precise control over vacuum conditions, efficient manufacturing processes, and scientific investigations.
China supplier CZPT Lab Diaphragm Vacuum Pump vacuum pump brakesProduct Description
TKA Lab Diaphragm Vacuum Pump Features of rotary vane vacuum pump: 1, corrosion resistance: Anti-corrosion resistant vacuum pump uses a special diaphragm (diaphragm surface composite PTFE coating) and pump head design, including all joints and pipelines, to ensure that the part in contact with the gas part are imported PTFE material, so it can resist most of the corrosive gas; At the same time the electrical switch and the shell also do corrosion prevention treatment, especially on the transmission mechanism and circuit part of the use of corrosion resistant materials to form a closed space, completely isolated from the outside environment, so that the vacuum pump can not only withstand corrosive medium, but also can be perfectly suitable for corrosive environment, completely solve the problem of chemical corrosion resistance of the vacuum pump. Product Parameters
Packaging & Shipping Package Detail 1) Wooden packing 1) AMERICA:3-8 working days. Application Field Company Profile
i’an Xihu (West Lake) Dis. Biotechnology Co., Ltd, is a famous manufacturer of Lab equipment located in the central China. Now has XIHU (WEST LAKE) DIS., CZPT 2 CZPT brand trademarks. The main products include ultra-high temperature and high pressure reactor, high pressure photochemical reactor, supercritical high pressure reactor, high pressure glass reactor, micro high pressure reactor, high pressure ultrasonic reactor, Ultra-high temperature hydrothermal synthesis reactor, photocatalytic reactor, visual catalytic reactor, hydrothermal synthesis reactor, rotary evaporator, parallel synthesis reactor, high and low temperature circulator, high and low temperature high pressure tubular reactor and other equipment and so on. Specialize in this field for more than 20 years,TKA brand instrument has own high reputation in more than 70 countries and regions, provide technical support for tens of thousands organizations to solve problems within their research, special for university, research institutes, industries, inspection agencies, etc. Promoting technology progress and improving human life is CZPT social mission.
Exhibition Show FAQ Q1:Are you trading company or manufacturer? Q2: How long is your delivery time? Q3:How to shipping the replacement parts? Q4: How about your quality warranty ? Q5: Do you accept OEM and ODM orders? Q6:What is your terms of payment? Q7:Can we visit your factory? /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Types of vacuum pumpsA vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its job is to create a vacuum in a volume, usually one of several. There are several types of vacuum pumps, such as root pumps, diaphragm pumps, rotary piston pumps, and self-priming centrifugal pumps. The diaphragm pump is a dry positive displacement vacuum pumpDiaphragm pumps are a versatile type of vacuum pump. They can be installed in a variety of scenarios including container emptying, positive suction, and simultaneous fluid mixing. Their performance depends on the stiffness and durability of the diaphragm, which in turn depends on the material. Roots pumps are dry method centrifugal pumpsRoots pumps use a vane rotor pump with two counter-rotating vanes that move in opposite directions to move the gas. They are often the first choice for high-throughput process applications. Depending on the size and number of blades, they can withstand up to 10 Torr. The rotary vane pump is a self-priming centrifugal pumpA rotary vane pump is a centrifugal pump with a circular pump head and a cycloid cam that supports the rotor. The rotor is close to the cam wall, and two side plates seal the rotor. Vanes in vane pumps are installed in these cavities, and the rotor rotates at high speed, pushing fluid in and out of the pump. The pump offers several advantages, including a reversible design and the ability to handle a wide variety of clean fluids. Rotary piston pumps are dry method positive displacement pumpsRotary piston pumps are dry positive displacement pumps designed to deliver high-viscosity fluids. They are capable of pumping a variety of liquids and can run dry without damaging the liquid. Rotary piston pumps are available in a variety of designs. Some are single shafts, some are two shafts and four bearings. Rotary vane pump corrosion resistanceRotary vane vacuum pumps are designed for use in a variety of industries. They feature plasma-treated corrosion-resistant parts and anti-suck-back valves to help reduce the number of corrosive vapors entering the pump. These pumps are commonly used in freeze dryers, vacuum ovens, and degassing processes. The high flow rates they provide in their working vacuum allow them to speed up processes and reduce the time it takes to run them. Plus, they have energy-efficient motors and silent volume. <br/While rotary vane vacuum pumps are relatively corrosion resistant, they should not be used for aggressive chemicals. For these chemicals, the most suitable pump is the chemical mixing pump, which combines two types of pumps to improve corrosion resistance. If the application requires a more powerful pump, a progressive cavity pump (eg VACUU*PURE 10C) is suitable. Roots pumps are primarily used as a vacuum boosterRoot vacuum pumps are mainly used as vacuum boosters in industrial applications. They need a thorough understanding of operating principles and proper maintenance to function properly. This course is an introduction to Roots vacuum pumps, covering topics such as pump principles, multi-stage pumps, temperature effects, gas cooling, and maintenance.
China supplier F-800, F-1000, F-1300, F-1600/1600L, F-2200 Oil Well Triplex Mud Pump (Mud Drilling Pump) Triplex Piston Single Acting Mud Pump vacuum pump and compressorProduct Description
Manufacture Price F1600 F1300, F1000 Drilling Triplex Mud Pump Reciprocating Pump
Our F series mud pump are designed and manufactured on the basis of American Emsco F series mud pump strictly according to America Petroleum Institution API 7K Standard. All of its expendable parts are interchangeable with any other spare parts produced according to API standard. Therefore it is easy to repair and maintain internationally. Welcome to consult, we will provide the most comprehensive technical support!
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
What Are the Key Components of a Piston Vacuum Pump?A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components: 1. Cylinder: – The cylinder is a cylindrical chamber where the piston moves back and forth. – It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber. 2. Piston: – The piston is a movable component that fits inside the cylinder. – It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum. – The piston is typically driven by a motor or an external power source. 3. Intake Valve: – The intake valve allows gas or air to enter the cylinder during the suction stroke. – It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated. 4. Exhaust Valve: – The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke. – It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder. 5. Lubrication System: – Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls. – Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal. – The lubrication system also helps to cool the pump by dissipating heat generated during operation. 6. Cooling System: – Some piston vacuum pumps may include a cooling system to prevent overheating. – This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation. 7. Pressure Gauges and Controls: – Pressure gauges are often installed to monitor the vacuum level or pressure within the system. – Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level. 8. Motor or Power Source: – The piston in a piston vacuum pump is typically driven by a motor or an external power source. – The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes. 9. Frame or Housing: – The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection. – The frame or housing also helps to reduce noise and vibration during operation. In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.
How Do You Troubleshoot Common Issues with Piston Vacuum Pumps?Troubleshooting common issues with piston vacuum pumps involves a systematic approach to identify and resolve problems. Here’s a detailed explanation: 1. Insufficient Vacuum Level: – If the vacuum level achieved by the piston pump is lower than expected: – Check for leaks: Inspect all connections, seals, and fittings for any signs of leakage. Repair or replace any damaged components. – Verify valve operation: Ensure that the valves in the pump are functioning correctly. Clean or replace any faulty valves that may be impeding the pump’s performance. – Check for worn piston or cylinder: Examine the piston and cylinder for signs of wear. If necessary, replace these components to restore optimal vacuum performance. 2. Excessive Noise or Vibrations: – If the piston pump is producing excessive noise or vibrations: – Check for misalignment: Ensure that the pump is properly aligned with its drive mechanism. Adjust or realign as necessary. – Inspect mounting and support: Examine the pump’s mounting and support structure to ensure it is stable and secure. Reinforce or repair any weak or damaged mounts. – Verify lubrication: Adequate lubrication is crucial for smooth pump operation. Check the lubrication system and ensure it is supplying sufficient lubricant to all necessary components. 3. Overheating: – If the piston pump is overheating: – Check cooling system: Inspect the cooling system, including fans, heat exchangers, and cooling fins. Clean or replace any clogged or malfunctioning cooling components. – Verify airflow: Ensure that there is proper airflow around the pump. Remove any obstructions or debris that may be impeding the flow of cooling air. – Evaluate operating conditions: Examine the pump’s operating conditions, such as ambient temperature and duty cycle. Adjust these factors if necessary to prevent overheating. 4. Oil Contamination: – If there is oil contamination in the vacuum system: – Check oil seals: Inspect the seals in the pump for any signs of damage or wear. Replace any faulty seals that may be allowing oil leakage. – Verify oil level and quality: Ensure that the pump’s oil level is correct and that the oil is clean and free from contaminants. Replace the oil if necessary. – Evaluate oil mist separation: If the pump is equipped with oil mist separation mechanisms, verify their effectiveness. Clean or replace any filters or separators that may be compromised. 5. Insufficient Pumping Capacity: – If the pump is unable to meet the required pumping capacity: – Check for blockages: Inspect the intake and exhaust ports for any blockages or obstructions. Clear any debris or foreign objects that may be impeding the pump’s operation. – Verify valve operation: Ensure that the valves are opening and closing properly. Clean or replace any valves that may be stuck or malfunctioning. – Evaluate motor performance: Assess the motor driving the pump for any issues such as insufficient power or improper speed. Repair or replace the motor if necessary. 6. Manufacturer’s Guidelines: – It’s important to consult the manufacturer’s guidelines and documentation for specific troubleshooting procedures and recommendations tailored to the particular piston vacuum pump model. – Follow the manufacturer’s instructions for routine maintenance, inspections, and any specific troubleshooting steps provided. In summary, troubleshooting common issues with piston vacuum pumps involves steps such as checking for leaks, verifying valve operation, inspecting for wear or misalignment, ensuring proper lubrication and cooling, addressing oil contamination, clearing blockages, and evaluating motor performance. Following the manufacturer’s guidelines and documentation is essential for accurate troubleshooting and resolving problems effectively.
What Is the Role of Lubrication in Piston Vacuum Pump Operation?Lubrication plays a crucial role in the operation of a piston vacuum pump. Here’s a detailed explanation: 1. Reduction of Friction: – Lubrication is essential for reducing friction between moving parts within the pump. – In a piston vacuum pump, the piston moves up and down inside the cylinder, and lubrication helps to minimize the friction between the piston rings and the cylinder wall. – By reducing friction, lubrication prevents excessive wear and heat generation, ensuring smooth and efficient operation of the pump. 2. Sealing and Leakage Prevention: – Lubrication helps to maintain proper sealing between the piston rings and the cylinder wall. – The lubricating oil forms a thin film between these surfaces, creating a barrier that prevents gas leakage during the compression and vacuum creation process. – Effective sealing is crucial for maintaining the desired vacuum level and preventing air or gas from entering the pump. 3. Cooling and Heat Dissipation: – Piston vacuum pumps generate heat during operation, particularly due to the compression of gases. – Lubricating oil helps in dissipating the heat generated, preventing the pump from overheating. – The oil absorbs heat from the pump’s internal components and transfers it to the pump’s housing or cooling system. – Proper cooling and heat dissipation contribute to the pump’s overall performance and prevent damage due to excessive heat buildup. 4. Contaminant Removal: – Lubrication also aids in removing contaminants or particles that may enter the pump. – The oil acts as a carrier, trapping and carrying away small particles or debris that could potentially damage the pump’s components. – The oil passes through filters that help to remove these contaminants, keeping the pump’s internal parts clean and functioning properly. 5. Corrosion Prevention: – Some lubricating oils contain additives that provide corrosion protection. – These additives form a protective film on the pump’s internal surfaces, preventing corrosion caused by exposure to moisture or corrosive gases. – Corrosion prevention is crucial for maintaining the pump’s performance, extending its lifespan, and minimizing the need for repairs or component replacement. 6. Proper Lubrication Selection: – Selecting the appropriate lubricating oil is essential for the proper functioning of a piston vacuum pump. – Different pump models and manufacturers may recommend specific oil types or viscosities to ensure optimal performance and longevity. – It is crucial to follow the manufacturer’s guidelines regarding oil selection, oil level, and oil change intervals. In summary, lubrication plays a vital role in piston vacuum pump operation by reducing friction, maintaining proper sealing, dissipating heat, removing contaminants, and preventing corrosion. Proper lubrication selection and adherence to manufacturer’s guidelines are crucial for ensuring the pump’s efficient and reliable performance.
China supplier Ndustrial Gas Pump Liquid Nitrogen Piston Pumps for Filling Skid vacuum pump engineProduct Description
Skid mounted cementing equipment is mainly utilized in offshore or remote areas on land, such as desert where the vehicles are difficult to reach. Three kinds of major cementing plunger pumps of TPA400, TPH400 or TPB600 and variety of plunger size can be selected according to different operating conditions. The unit is fully considered the anticorrosion for offshore application. Zone-II explosion-proof unit is also developed, for the characteristics of offshore platform Max. working pressure: 69MPa (w/ 3 3/4″ fluid end)
4. Features
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
What Are the Key Components of a Piston Vacuum Pump?A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components: 1. Cylinder: – The cylinder is a cylindrical chamber where the piston moves back and forth. – It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber. 2. Piston: – The piston is a movable component that fits inside the cylinder. – It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum. – The piston is typically driven by a motor or an external power source. 3. Intake Valve: – The intake valve allows gas or air to enter the cylinder during the suction stroke. – It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated. 4. Exhaust Valve: – The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke. – It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder. 5. Lubrication System: – Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls. – Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal. – The lubrication system also helps to cool the pump by dissipating heat generated during operation. 6. Cooling System: – Some piston vacuum pumps may include a cooling system to prevent overheating. – This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation. 7. Pressure Gauges and Controls: – Pressure gauges are often installed to monitor the vacuum level or pressure within the system. – Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level. 8. Motor or Power Source: – The piston in a piston vacuum pump is typically driven by a motor or an external power source. – The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes. 9. Frame or Housing: – The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection. – The frame or housing also helps to reduce noise and vibration during operation. In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.
What Is the Energy Efficiency of Piston Vacuum Pumps?The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation: 1. Design and Technology: – The design and technology used in piston vacuum pumps can significantly influence their energy efficiency. – Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency. – Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs. 2. Motor Efficiency: – The motor driving the piston pump plays a crucial role in overall energy efficiency. – High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump. – Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency. 3. Control Systems: – The use of advanced control systems can optimize the energy consumption of piston vacuum pumps. – Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand. – Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency. 4. System Design and Integration: – The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency. – Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range. – Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system. 5. Load Profile and Operating Conditions: – The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption. – Higher vacuum levels or flow rates may require more energy to be supplied by the pump. – Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions. – It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency. 6. Comparing Efficiency Ratings: – When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer. – Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points. – These ratings can assist in selecting a pump that meets the desired energy efficiency requirements. In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.
Are There Oil-Free Piston Vacuum Pump Options Available?Yes, there are oil-free piston vacuum pump options available. Here’s a detailed explanation: 1. Oil-Free Technology: – Traditional piston vacuum pumps use oil as a lubricant and sealant in their operation. – However, advancements in vacuum pump technology have led to the development of oil-free piston vacuum pumps. – Oil-free piston pumps are designed to operate without the need for lubricating oil, eliminating the risk of oil contamination and the need for oil changes. 2. Dry Running Operation: – Oil-free piston vacuum pumps achieve lubrication and sealing through alternative means. – They often utilize materials such as self-lubricating polymers or advanced coatings on the piston and cylinder surfaces. – These materials reduce friction and provide sufficient sealing to maintain vacuum levels without the need for oil. 3. Applications: – Oil-free piston vacuum pumps are suitable for a wide range of applications where oil contamination is a concern. – They are commonly used in industries such as food and beverage, pharmaceutical, electronics, laboratories, and medical where a clean and oil-free vacuum environment is required. 4. Advantages: – The primary advantage of oil-free piston vacuum pumps is their ability to provide a clean and oil-free vacuum. – They eliminate the risk of oil contamination, which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production. – Oil-free pumps also simplify maintenance since there is no need for oil changes or regular oil monitoring. 5. Considerations: – While oil-free piston vacuum pumps offer advantages, they also have some considerations to keep in mind. – They may have slightly lower ultimate vacuum levels compared to oil-lubricated pumps. – The absence of oil as a lubricant may result in slightly higher operating temperatures and increased wear on piston and cylinder surfaces. – It’s important to select an oil-free piston vacuum pump that is suitable for the specific application requirements and consider the trade-offs between performance, cost, and maintenance. 6. Alternative Pump Technologies: – In some cases, where oil-free operation is critical or specific vacuum levels are required, alternative pump technologies may be more suitable. – Dry screw pumps, claw pumps, or scroll pumps are examples of oil-free pump technologies that are widely used in various industries. – These pumps offer oil-free operation, high pumping speeds, and can achieve lower vacuum levels compared to oil-free piston pumps. In summary, oil-free piston vacuum pumps are available as an alternative to traditional oil-lubricated pumps. They provide a clean and oil-free vacuum environment, making them suitable for applications where oil contamination is a concern. However, it’s important to consider specific application requirements and explore alternative pump technologies if necessary.
China supplier 75L/Min Professional Mini Piston Home Use Airbrush Oil Less Vacuum Pump with Good qualityProduct Description
Professional Mini piston home use airbrush oil less vacuum pump Advantages: PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc. Specification:
Why use a Rocking Piston Product? Performance Reliable Clean Air Application:
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Can Piston Vacuum Pumps Create a Deep Vacuum?Yes, piston vacuum pumps have the capability to create a deep vacuum. Here’s a detailed explanation: Piston vacuum pumps are designed to generate and maintain a vacuum by using a reciprocating piston mechanism. They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), which is considered a deep vacuum range. When the piston moves downward during the suction stroke, it creates a vacuum within the cylinder. This allows gas or air from the system being evacuated to enter the cylinder. As the piston moves up during the compression stroke, the gas is expelled from the cylinder, reducing its volume and increasing its pressure. This cyclic process continues, gradually reducing the pressure within the system. One of the factors that contribute to the ability of piston vacuum pumps to create a deep vacuum is the use of an airtight seal between the piston and cylinder walls. This seal prevents the gas from leaking back into the evacuated system, allowing the pump to maintain the desired vacuum level. It’s important to note that the achievable vacuum level of a piston vacuum pump can depend on various factors, including the design of the pump, the materials used, the quality of the seals, and the operating conditions. Additionally, the flow rate of the pump may be lower compared to other types of vacuum pumps, as piston pumps are typically designed for applications that require low flow rates but high vacuum levels. In summary, piston vacuum pumps can create a deep vacuum in the millitorr to micron range. With their reciprocating piston mechanism and airtight seals, they are capable of generating and maintaining a vacuum suitable for applications that require deep vacuum conditions.
Are There Noise Considerations When Using Piston Vacuum Pumps?Yes, there are noise considerations to take into account when using piston vacuum pumps. Here’s a detailed explanation: – Piston vacuum pumps can generate noise during their operation, which is important to consider, especially in environments where noise levels need to be minimized. – The noise produced by piston vacuum pumps is primarily caused by mechanical vibrations and the movement of internal components. – The noise level can vary depending on factors such as the design and construction of the pump, the speed of operation, and the load conditions. – Excessive noise from piston vacuum pumps can have several implications: – Occupational Health and Safety: High noise levels can pose a risk to the health and safety of operators and personnel working in the vicinity of the pump. Prolonged exposure to loud noise can lead to hearing damage and other related health issues. – Environmental Impact: In certain settings, such as residential areas or noise-sensitive locations, excessive noise from piston vacuum pumps may result in noise pollution and non-compliance with local noise regulations. – Equipment Interference: Noise generated by the pump can interfere with the operation of nearby sensitive equipment, such as electronic devices or precision instruments, potentially affecting their performance. – To mitigate the noise produced by piston vacuum pumps, several measures can be taken: – Enclosures and Sound Insulation: Installing acoustic enclosures or sound-insulating materials around the pump can help contain and reduce the noise. These enclosures are designed to absorb or block the sound waves generated by the pump. – Vibration Isolation: Using vibration isolation mounts or pads can help minimize the transmission of vibrations from the pump to surrounding structures, reducing the noise level. – Maintenance and Lubrication: Regular maintenance, including lubrication of moving parts, can help reduce friction and mechanical noise generated by the pump. – Operating Conditions: Adjusting the operating conditions of the pump, such as speed and load, within the manufacturer’s specified limits can help optimize performance and minimize noise generation. – Location and Placement: Proper positioning and placement of the pump, considering factors such as distance from occupied areas or sensitive equipment, can help minimize the impact of noise. – It is important to consult the manufacturer’s guidelines and recommendations regarding noise levels and any specific measures to mitigate noise for a particular piston vacuum pump model. – Compliance with local regulations and standards regarding noise emissions should also be considered and adhered to. In summary, noise considerations are important when using piston vacuum pumps to ensure the health and safety of personnel, minimize environmental impact, and prevent interference with other equipment. Measures such as enclosures, vibration isolation, maintenance, and proper operating conditions can help mitigate the noise generated by these pumps.
What Is the Role of Lubrication in Piston Vacuum Pump Operation?Lubrication plays a crucial role in the operation of a piston vacuum pump. Here’s a detailed explanation: 1. Reduction of Friction: – Lubrication is essential for reducing friction between moving parts within the pump. – In a piston vacuum pump, the piston moves up and down inside the cylinder, and lubrication helps to minimize the friction between the piston rings and the cylinder wall. – By reducing friction, lubrication prevents excessive wear and heat generation, ensuring smooth and efficient operation of the pump. 2. Sealing and Leakage Prevention: – Lubrication helps to maintain proper sealing between the piston rings and the cylinder wall. – The lubricating oil forms a thin film between these surfaces, creating a barrier that prevents gas leakage during the compression and vacuum creation process. – Effective sealing is crucial for maintaining the desired vacuum level and preventing air or gas from entering the pump. 3. Cooling and Heat Dissipation: – Piston vacuum pumps generate heat during operation, particularly due to the compression of gases. – Lubricating oil helps in dissipating the heat generated, preventing the pump from overheating. – The oil absorbs heat from the pump’s internal components and transfers it to the pump’s housing or cooling system. – Proper cooling and heat dissipation contribute to the pump’s overall performance and prevent damage due to excessive heat buildup. 4. Contaminant Removal: – Lubrication also aids in removing contaminants or particles that may enter the pump. – The oil acts as a carrier, trapping and carrying away small particles or debris that could potentially damage the pump’s components. – The oil passes through filters that help to remove these contaminants, keeping the pump’s internal parts clean and functioning properly. 5. Corrosion Prevention: – Some lubricating oils contain additives that provide corrosion protection. – These additives form a protective film on the pump’s internal surfaces, preventing corrosion caused by exposure to moisture or corrosive gases. – Corrosion prevention is crucial for maintaining the pump’s performance, extending its lifespan, and minimizing the need for repairs or component replacement. 6. Proper Lubrication Selection: – Selecting the appropriate lubricating oil is essential for the proper functioning of a piston vacuum pump. – Different pump models and manufacturers may recommend specific oil types or viscosities to ensure optimal performance and longevity. – It is crucial to follow the manufacturer’s guidelines regarding oil selection, oil level, and oil change intervals. In summary, lubrication plays a vital role in piston vacuum pump operation by reducing friction, maintaining proper sealing, dissipating heat, removing contaminants, and preventing corrosion. Proper lubrication selection and adherence to manufacturer’s guidelines are crucial for ensuring the pump’s efficient and reliable performance.
China supplier Made in China High-Productivity Industrial Vacuum Pump for Paper Making Machine with Good qualityProduct Description
Product Description
vacuum pump vacuum pumps combining with many years of experience in vacuum engineering and the latest international vacuum technology developed to meet requirements of both the industry and the environment. They are being used in all areas of vacuum engineering.
Roots Vacuum Pump
Liquid Ring vacuum Pump
Raw Material Production Procedure
Packaging & Shipping
Company Profile HangZhou CZPT Machinery Co., Ltd is 1 of the leading enterprises in China, and supplies high cost-performance equipments related to pulping equipment, papermaking equipments, complete sets of paper machine production line, old paper machine production line rebuilt, spare parts of paper machine, etc. Besides, our company owns excellent term with professional engineers and sales, we can offer the best proposal with the customer requirements. For years, our products have reliable quality and superior performance and have been exported to Southeast Asia, Eastern Europe, Africa, Middle East, South America and so on. Feedbacks from our customers are always positive and trustworthy. Our company can provide excellent design and rebuilding proposal for clients, to guarantee the economy of running equipment, and also can ensure the product technology with advance, reliability, operability, safety and maintainability. FAQ
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Types of vacuum pumpsA vacuum pump is a device that pulls gas molecules out of a sealed volume and maintains a partial vacuum. Its job is to create a relative vacuum within its capabilities. Several types of vacuum pumps are available, including scroll and rotary piston models. Each has its own characteristics and uses. To learn more, read this article. Screw PumpScrew vacuum pumps use a mechanical screw to move an air or gas chamber to the axial housing wall. The movement of the chamber reduces the volume of gas, which is pre-compressed before being expelled through the pressure connection. These pumps can be single-pitch models or variable-pitch models. Variable pitch models feature variable pitch rotors that help distribute heat loads evenly across the rotor. Some models also include a thermostatic control valve that shuts off the pump if the water temperature gets too high. Screw vacuum pumps are available in single-ended or double-ended designs. Single-ended and double-ended screw pumps provide up to 3.7 x 10-4 Torr and an ultimate vacuum of 900 m3/h (560 cfm), which is sufficient for many industrial processes. Progressive cavity pumps are particularly suitable for vapor compression applications. These pumps also have an internal rotor to minimize layer formation. Combined with air cooling, they are suitable for use in hazardous environments. In addition, the screw rotor design prevents the build-up of substances in the pump cavity that could react with high temperatures. These pumps are also easily removable for quick cleaning. Screw vacuum pumps are also designed for low cost and minimal maintenance. Agknx screw vacuum pumps are designed in Germany and are very reliable and economical. Pump performance depends on cooling system and temperature. The temperature of the water used should be kept within a certain range, otherwise the pump may overheat and fail. Screw vacuum pumps are often used in scientific experiments. They are standard main pumps in large storage rings, gravitational wave detectors, and space simulation chambers. One of the largest ultra-high vacuum chambers in the world is made of screw vacuum pumps. An example is the KATRIN experiment. There are two types of screw vacuum pumps: oil-sealed and dry. Oil-sealed screw pumps use oil as a sealant and coolant. They are suitable for demanding vacuum applications such as woodworking and plastics processing. Dry screw pumps have an air-cooled chamber, and they can achieve higher vacuum levels than oil-sealed pumps. Rotary Piston Vacuum PumpsRotary Piston Vacuum Pumps provide the rugged performance essential for applications requiring vacuum. They can deliver flow rates up to 1280 acfm and reach deep vacuum levels up to 0.0004 Torr. They are available in single-stage and two-stage models. The report also provides detailed information about the key players, their financial status, and business overview. A rotary piston vacuum pump is a versatile and affordable vacuum device. They are available in single-stage and two-stage configurations with higher capacity and higher vacuum. They can be easily maintained by an in-house maintenance team or by a local third-party service shop. Pump manufacturers can also provide services. Rotary piston vacuum pumps are available in single-stage and compound designs. They are ideal for a variety of applications. Their high-performance design enables them to operate at any pressure up to atmospheric pressure. They also have no metal-to-metal contact, which makes them ideal for dirty applications. Whether you need a pump that can operate at high or low pressure, a rotary piston vacuum pump is an excellent choice. When purchasing a rotary piston vacuum pump, it is important to choose a manufacturer with a reputation for providing high-quality service and repairs. In addition to the high quality of the pump, you also need to ensure its availability. You should also consider the cost and quality of the part. A good vacuum pump company should also provide technical support, service support and accessories. Oil-free pumps are a popular choice for laboratories, clean rooms and confined rooms. Their high-quality parts are made from lightweight, corrosion-resistant and specially formulated polymers. Oil-free pumps can handle high levels of air moisture and are excellent at removing contaminants. However, they are not suitable for applications containing organic vapors or acids. Atlas Copco’s GLS rotary piston pumps are a popular choice for industrial vacuum applications. Its space-saving design makes it an ideal solution for harsh environments. It is also very reliable and has low lifecycle costs. It has an automatic lubrication system and water mizer to minimize water consumption. Scroll Vacuum Pumps<br Scroll Vacuum Pumps can be used to pump air, gases, and other fluids. They are suitable for creating a vacuum in transfer chambers, mass spectrometers, and load lock chambers. They are also ideal for helium leak detectors and other analytical equipment. Scroll vacuum pumps are available in a variety of models, including the diaphragm, turbine, and oil-dry scroll models. They are used in a variety of industries, including the semiconductor, biotechnology, and pharmaceutical industries. Flexible and durable oil-free scroll vacuum pumps are an excellent choice for light industrial, general laboratory, and research applications. They also offer several advantages over other vacuum pumps, including low operating costs and environmental sustainability. Scroll vacuum pumps do not require oil, which is a big advantage in terms of cost. Scroll vacuum pumps are also quieter. Scroll vacuum pumps are designed for low, medium, and high vacuum systems. They create a high vacuum and cannot tolerate particles. Although they are relatively small, they are ideal for vacuum laboratory applications and are also suitable for dry vacuum pumping. They can be combined with chemically resistant PTFE components, making them more suitable for chemical applications. Scroll vacuum pumps feature a unique design that makes them very versatile and efficient. The pump has two helical structures, one is fixed and the other is rotating, which can effectively pump gas and liquid. When the rotor begins to move, the gas is compressed slightly and then flows through the system to the exhaust port. Scroll vacuum pumps are efficient, oil-free and compact. Known for their high tolerance to the atmosphere, they feature sensorless INFORM(r) control to minimize noise and vibration. These vacuum pumps are ideal for low to medium flow applications including analytical equipment, freeze dryers, vacuum coaters and mass spectrometers. The most important advantage of a scroll vacuum pump is its reliability. They can be used for three years or more without problems and are easy to maintain. With proper maintenance, they can reduce repair costs. Diaphragm vacuum pumpsDiaphragm vacuum pumps are used in a variety of industrial processes. These pumps use an elastic diaphragm fixed around the outer diameter. They are efficient and can handle most types of liquids. They are commonly used for dewatering, filling and water removal. These pumps are easy to maintain. Diaphragm vacuum pumps are available in a variety of sizes and power outputs. Oil-free diaphragm vacuum pumps do not require oil, lubrication and cooling. These pumps are compatible with many types of laboratory equipment. Diaphragm vacuum pumps are equipped with dual voltage motors and DC drives for greater flexibility and durability. Diaphragm vacuum pumps can achieve higher vacuum levels than rotary vane pumps. They are more efficient than diaphragm pumps. They do not require oil and require less maintenance than their rotary vane counterparts. However, the diaphragms of these pumps may need to be replaced every few years. Diaphragm vacuum pumps are the most popular type of vacuum pump and can be used for a variety of applications. They can be used for everyday work and can be large enough to be used in a vacuum oven or rotary evaporator. Diaphragm vacuum pumps use pulsed motion to move air. They eliminate the need for oil and are highly chemical and steam resistant. They can handle a wide variety of samples, including high viscosity liquids. Diaphragm vacuum pumps are generally smaller than other types of vacuum pumps. Scroll pumps are made of metal and are generally recommended for solvent and water samples. They are not recommended for high acid samples. However, they are suitable for freeze drying. They can also be used for concentration applications. In this way, they have greater displacement capacity and can reach higher ultimate vacuum levels.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||