Product Description
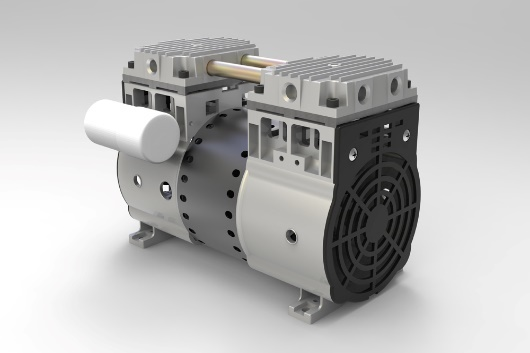
Liquid (Water) Ring Vacuum Pump (2BE SK 2SK 2BV) , Roots Pump, Air Pump, Oil-Less Piston Vacuum Pump, Nash, Sliding Vane Rotary Vane Vacuum Pump
Overview
2BE series water ring vacuum pumps and compressors is a kind of high-efficiency and enger-saving product developed on the basis of years of production experience and scientific research, combined with international advanced technology, typically used for pumping gas without CZPT particles, insoluble in water, and non-corrosive, so as to form a vacuum or pressure in a sealed container.
By changing the materials, it can be used for pumping corrosive gases or corrosive liquids. It is widely used in papermaking, chemical, petrochemical, light industry, pharmaceuticals, food, coal, mineral processing, and other industries.
Features
1. Use imported bearings to ensure accurate location and stable operation of the impeller.
2. Impeller material use cast iron or welded steel, and fully guarantee the impeller stability in a variety of adverse conditions, and greatly increased the pump life.
3. Pump body uses steel, increase the service life of vacuum pump.
4. As the most easily damaged parts, the shaft sleeve uses high-chromium stainless steel, life expectancy has increased by 5 times.
5. Pulley (belt drive) is standard high-precision, reliable operation and long service life and convenient disassemble.
6. Coupling (direct Transmission) uses standard high-strength flexible coupling, flexible component uses polyurethane material, which is stable and reliable operation, long service life.
7. ‘Unique top-mounted gas-water separator to save space and reduce the noise.
8. All casting uses resin sand casting, which is good surface quality, pump cooling well.
9. Mechanical seal (optional) is imported, fully guaranteed no leakage in the long-running process.
10. Casing inner wall is similar to the type of oval, ensure the best exhaust results.
Performance Table
| Model | Limited Vacuum hpa | Speed r/min | Max. Capacity m³ /min | Power KW | Driven Type | Voltage | Suction mm | Discharge mm |
| 2BEA-103-0 | 33 | 1300 | 4.9 | 11 | Pulley | 380 V | 65 | 65 |
| 1450 | 5.6 | 11 | Couping | |||||
| 1625 | 6.2 | 15 | Pulley | |||||
| 1750 | 6.7 | 15 | Pulley | |||||
| 2BEA-153-0 | 33 | 1100 | 7.4 | 15 | Pulley | 380 V | 100 | 100 |
| 1300 | 8.9 | 18.5 | Pulley | |||||
| 1450 | 10 | 18.5 | Couping | |||||
| 1625 | 10.8 | 22 | Pulley | |||||
| 1750 | 11.5 | 30 | Pulley | |||||
| 2BEA-202-0 | 33 | 790 | 9.5 | 18.5 | Pulley | 380 V | 125 | 125 |
| 880 | 11 | 18.5 | Pulley | |||||
| 980 | 12 | 22 | Coupling | |||||
| 1100 | 14 | 30 | Pulley | |||||
| 1170 | 15 | 30 | Pulley | |||||
| 2BEA-203-0 | 33 | 790 | 14 | 30 | Pulley | 380 V | 125 | 125 |
| 880 | 16 | 30 | Pulley | |||||
| 980 | 18 | 37 | Coupling | |||||
| 1100 | 20 | 45 | Pulley | |||||
| 1170 | 21 | 45 | Pulley | |||||
| 2BEA-252-0 | 33 | 565 | 20 | 30 | Pulley | 380 V | 150 | 150 |
| 590 | 22 | 30 | Coupling | |||||
| 660 | 25 | 37 | Pulley | |||||
| 740 | 28 | 45 | Coupling | |||||
| 820 | 30 | 55 | Pulley | |||||
| 880 | 33 | 75 | Pulley | |||||
| 2BEA-253-0 | 33 | 565 | 28 | 45 | Pulley | 380V | 150 | 150 |
| 590 | 30 | 45 | Coupling | |||||
| 660 | 35 | 55 | Pulley | |||||
| 740 | 39 | 75 | Coupling | |||||
| 820 | 43 | 90 | Pulley | |||||
| 880 | 47 | 90 | Pulley | |||||
| 2BEA-303-0 | 33 | 472 | 43 | 55 | Pulley | 380V | 200 | 200 |
| 520 | 45 | 75 | Pulley | |||||
| 530 | 48 | 75 | Pulley | |||||
| 590 | 52 | 75 | Coupling | |||||
| 660 | 58 | 90 | Pulley | |||||
| 740 | 67 | 110 | Coupling | |||||
| 2BEA-353-0 | 33 | 390 | 55 | 75 | Pulley | 380V | 250 | 250 |
| 415 | 58 | 90 | Pulley | |||||
| 464 | 65 | 110 | Pulley | |||||
| 520 | 72 | 132 | Pulley | |||||
| 590 | 81 | 160 | Coupling | |||||
| 2BEA-403-0 | 33 | 330 | 78 | 132 | Pulley | 380V | 300 | 300 |
| 372 | 85 | 160 | Pulley | |||||
| 420 | 97 | 185 | Pulley | |||||
| 472 | 110 | 200 | Pulley | |||||
| 530 | 122 | 250 | Pulley |
| Model | Limited Pressure hpa | Speed r/min | Max. Capacity m³ /min | Power KW | Driven Type | Voltage | Suction mm | Discharge mm |
| 2BEA-355-1 | 160 | 372 | 61 | 90 | Pulley | 380V | 250 | 250 |
| 420 | 71 | 110 | Pulley | 380 V | ||||
| 472 | 79 | 110 | Pulley | 380 V | ||||
| 500 | 83 | 132 | Pulley | 380 V | ||||
| 530 | 88 | 132 | Pulley | 380 V | ||||
| 590 | 95 | 160 | Coupling | 380 V | ||||
| 2BEA-405-1 | 160 | 330 | 93 | 132 | Pulley or Reducer | 380 V | 300 | 300 |
| 372 | 106 | 160 | 380 V | |||||
| 420 | 119 | 185 | 380 V | |||||
| 472 | 130 | 220 | 380 V | |||||
| 530 | 141 | 280 | 380 V | |||||
| 2BEA-505-1 | 160 | 266 | 121 | 160 | Pulley or Reducer | 380 V | 350 | 350 |
| 298 | 139 | 185 | 380 V | |||||
| 330 | 153 | 220 | 380 V | |||||
| 372 | 169 | 250 | 6KV | |||||
| 420 | 186 | 315 | 6KV | |||||
| 2BEA-605-1 | 160 | 220 | 168 | 220 | Reducer | 6KV | 400 | 400 |
| 236 | 181 | 250 | 6KV | |||||
| 246 | 188 | 280 | 6KV | |||||
| 266 | 206 | 280 | 6KV | |||||
| 276 | 210 | 315 | 6KV | |||||
| 298 | 228 | 355 | 6KV | |||||
| 312 | 234 | 355 | 6KV | |||||
| 2BEA-705-1 | 160 | 197 | 259 | 355 | Reducer | 6KV Or 10KV | 500 | 500 |
| 220 | 286 | 400 | ||||||
| 246 | 318 | 450 | ||||||
| 266 | 342 | 500 | ||||||
| 276 | 352 | 560 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Yes |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Jet Flow Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Low Vacuum |
| Customization: |
Available
|
|
|---|

What Are the Advantages of Using Piston Vacuum Pumps?
Piston vacuum pumps offer several advantages that make them suitable for various applications. Here’s a detailed explanation of the advantages of using piston vacuum pumps:
1. High Vacuum Levels:
– Piston vacuum pumps are capable of achieving high vacuum levels, making them suitable for applications that require deep vacuum conditions.
– They can create and maintain a vacuum in the range of millitorr (10-3 Torr) to microns (10-6 Torr).
2. Low Flow Rates:
– Piston vacuum pumps are designed to handle low flow rates efficiently.
– They are suitable for applications where a steady and controlled evacuation is required rather than high-volume pumping.
3. Compact and Portable:
– Piston vacuum pumps are relatively compact and lightweight compared to other types of vacuum pumps.
– Their compact design allows for easy installation in limited spaces or portable applications where mobility is required.
4. Oil Lubrication:
– Many piston vacuum pumps utilize oil lubrication for smooth operation and to maintain airtight seals.
– The oil lubrication also helps to cool the pump by dissipating heat generated during operation.
5. Wide Range of Applications:
– Piston vacuum pumps find applications in various industries and processes.
– They are commonly used in laboratories, research facilities, pharmaceutical production, vacuum drying, vacuum filtration, and other applications that require moderate vacuum levels and low flow rates.
6. Cost-Effective:
– Piston vacuum pumps are often more cost-effective compared to other high-vacuum pumps such as turbomolecular pumps or cryogenic pumps.
– They provide a reliable and affordable solution for achieving vacuum requirements in many applications.
7. Easy Maintenance:
– Piston vacuum pumps are relatively easy to maintain.
– Regular maintenance tasks include checking and replacing lubricating oil, inspecting and cleaning valves, and ensuring proper sealing.
– Routine maintenance helps to prolong the lifespan of the pump and maintain its performance.
8. Durability:
– Piston vacuum pumps are known for their durability and long operational life.
– They are designed to withstand continuous operation and handle demanding vacuum conditions.
– With proper care and maintenance, piston vacuum pumps can provide reliable performance over an extended period.
9. Versatility:
– Piston vacuum pumps can handle a wide range of gases, including inert gases, corrosive gases, and vapors.
– This versatility makes them suitable for diverse applications in different industries.
In summary, the advantages of using piston vacuum pumps include their ability to achieve high vacuum levels, handle low flow rates, compact and portable design, oil lubrication for smooth operation, wide range of applications, cost-effectiveness, easy maintenance, durability, and versatility. These advantages make piston vacuum pumps a popular choice in various industries where moderate vacuum levels and controlled evacuation are required.
What Is the Energy Efficiency of Piston Vacuum Pumps?
The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation:
1. Design and Technology:
– The design and technology used in piston vacuum pumps can significantly influence their energy efficiency.
– Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency.
– Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs.
2. Motor Efficiency:
– The motor driving the piston pump plays a crucial role in overall energy efficiency.
– High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump.
– Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency.
3. Control Systems:
– The use of advanced control systems can optimize the energy consumption of piston vacuum pumps.
– Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand.
– Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency.
4. System Design and Integration:
– The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency.
– Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range.
– Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system.
5. Load Profile and Operating Conditions:
– The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption.
– Higher vacuum levels or flow rates may require more energy to be supplied by the pump.
– Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions.
– It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency.
6. Comparing Efficiency Ratings:
– When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer.
– Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points.
– These ratings can assist in selecting a pump that meets the desired energy efficiency requirements.
In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.
Are Piston Vacuum Pumps Suitable for Laboratory Use?
Yes, piston vacuum pumps are commonly used and well-suited for laboratory applications. Here’s a detailed explanation:
1. Versatility:
– Piston vacuum pumps offer versatility and can be utilized in a wide range of laboratory processes and equipment.
– They are compatible with various laboratory applications such as vacuum ovens, freeze dryers, vacuum filtration systems, and rotary evaporators.
2. Vacuum Generation:
– Piston vacuum pumps are capable of generating and maintaining deep vacuum levels, making them suitable for laboratory use.
– They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), depending on the specific pump design and operating conditions.
3. Control and Precision:
– Piston vacuum pumps provide precise control over the vacuum level, allowing researchers to create and maintain the desired pressure conditions in their experiments.
– The pumps offer fine-tuning capabilities to achieve the optimal vacuum level required for specific laboratory processes.
4. Reliability and Durability:
– Piston vacuum pumps are known for their reliability and durability, which are crucial factors in laboratory environments.
– They are designed to withstand continuous operation and frequent use, ensuring consistent performance over extended periods.
5. Low Contamination Risk:
– Piston vacuum pumps are designed with airtight seals that minimize the risk of contamination.
– This is particularly important in laboratory settings where maintaining a clean and uncontaminated environment is vital for accurate and reliable experimental results.
6. Cost-Effective Solution:
– Piston vacuum pumps are generally more cost-effective compared to other types of vacuum pumps.
– They offer a balance between performance and affordability, making them a preferred choice for many laboratory budgets.
7. Ease of Maintenance:
– Piston vacuum pumps are relatively easy to maintain, with readily available spare parts and service support.
– Routine maintenance tasks such as changing oil, inspecting seals, and cleaning can be easily performed, ensuring the pump’s longevity and consistent performance.
In summary, piston vacuum pumps are highly suitable for laboratory use due to their versatility, ability to generate deep vacuum levels, precise control, reliability, low contamination risk, cost-effectiveness, and ease of maintenance. They are widely utilized in various laboratory applications and provide researchers with the necessary vacuum conditions for their experiments and processes.


editor by CX 2024-03-13















